Powdered Drink Moisture
Contact Us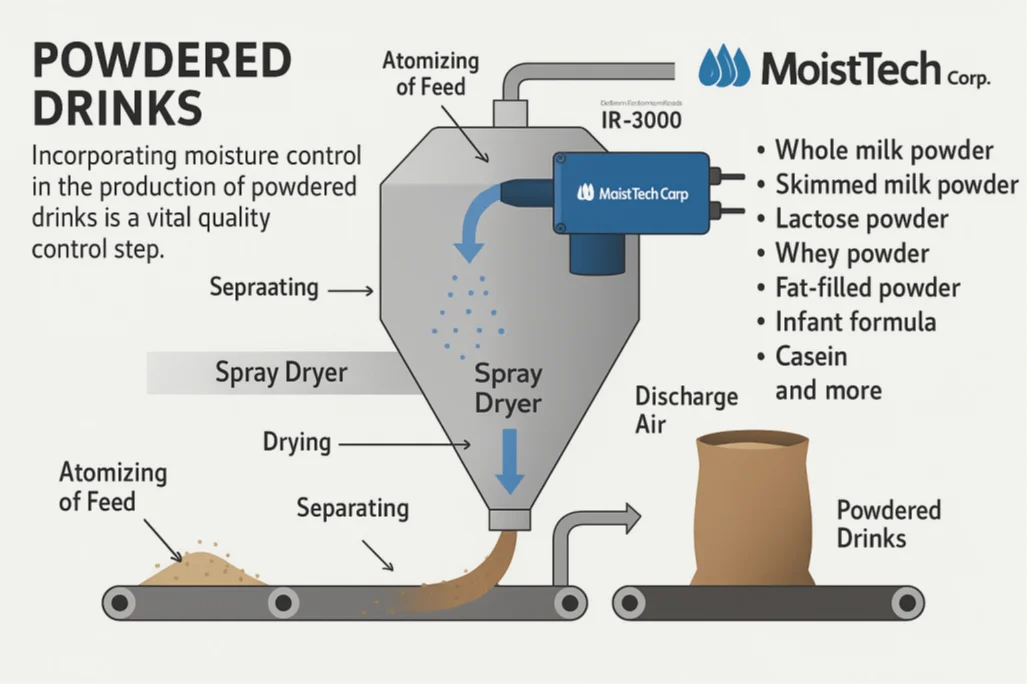
Overview
In powdered drink production, maintaining precise moisture control is vital to ensure product quality, extend shelf life, and optimize energy efficiency. Moisture content directly impacts the taste, texture, stability, and packaging integrity of powdered beverages such as protein shakes, milk powders, and dietary drink mixes.
With MoistTech’s IR-3000 Moisture Sensor, manufacturers can achieve instant, non-contact, continuous moisture measurement throughout production, ensuring every batch meets exact specifications with minimal waste and maximum consistency.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
Post-Spray Dryer Outlet
Mounted above conveyors or product transfer chutes after the spray dryer for continuous monitoring.
Before Packaging or Cooling Conveyor
Positioned in-line at the packaging stage to ensure the final product meets moisture and quality specifications.
Integrated Process Control Points
Integrated with process control systems for automatic feedback and moisture adjustment.
Installation height is typically 4–12 inches above the product surface, depending on material density and particle size.
MoistTech’s IR-3000 Series sensor offers advanced NIR technology for accurate, non-contact moisture measurement with exceptional accuracy, repeatability, and no required maintenance.
Understand the Process
With the IR-3000, you’ll save money throughout the entire production process while producing the highest quality product. With MoistTech, there’s no need to compromise.