Overview
Sewage treatment plants generate sludge or biosolids, which typically contain 70–80% water and the remainder as nutrient-rich organic material. This byproduct holds significant value and can be incinerated for energy recovery or processed into compost for agricultural soil enhancement, reducing the need for synthetic fertilizers.
Accurate moisture control is essential throughout the sludge drying process. Moisture levels that are too high prevent effective incineration, while over-drying increases energy use and processing costs. MoistTech’s IR-3000 Near-Infrared (NIR) Moisture Sensor enables precise, non-contact, real-time moisture measurement to maintain ideal drying performance and ensure material consistency for downstream use.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
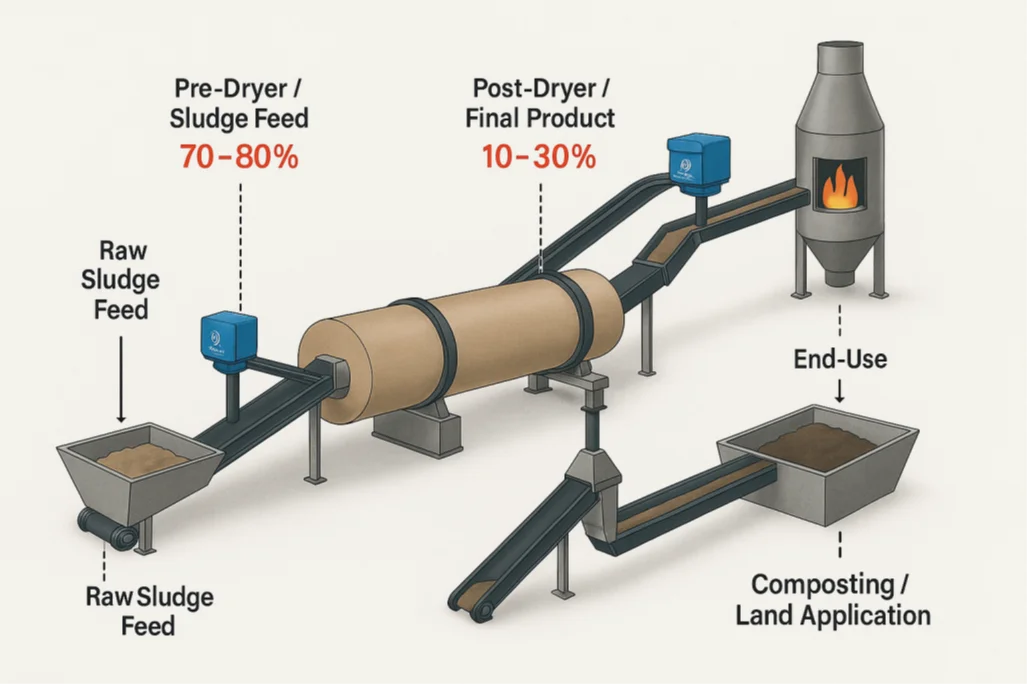
Pre-Dryer / Sludge Feed
Moisture levels in raw sludge typically range between 70–80%. Monitoring here allows operators to adjust feed rates and dryer temperatures for more stable drying performance.
Mid-Dryer (Optional Measuring Point)
Measuring mid-process provides valuable data for improving energy efficiency and avoiding over-drying or uneven moisture distribution within the sludge bed.
Finished Pellet / Cooling Stage (Optional)
This is the critical control point. Moisture is typically controlled between 10–30%, depending on end use. For incineration, the target is 10–20% moisture to ensure full combustion. For composting or land application, the target is 25–30% for safe handling and microbial activity.
The IR-3000 is typically mounted 4–12 inches above the sludge conveyor or dryer outfeed for continuous measurement. Because the sensor is non-contact, it avoids contamination and mechanical wear common with invasive probes, and moisture data can be transmitted to a PLC or control PC for automated process management.
Understand the Process
To be properly processed, the exact moisture content of the sludge must be known within 0.5-1%. The sludge can be burned to recover the energy; however, it must be dry enough to incinerate. Measuring the moisture becomes key.