Overview
Confectionery manufacturing processes such as jelly bean centers, candy corn, marshmallows, starch gums, caramels, nougat, gummies, and cream centers frequently utilize starch molding techniques.
At multiple stages—curing, drying, aging, and conditioning—precise moisture control is essential to ensure product consistency, prevent defects, and minimize downtime.
Unlike most food products, confectionery relies on minimal water content; however, moisture plays a significant role in determining quality and production efficiency. Moisture absorption by starch is a critical factor in shaping, drying, and overall process performance.
MoistTech’s IR-3000 On-Line Moisture Sensor provides continuous, non-contact moisture readings with laboratory-grade accuracy, ensuring process optimization and consistent product quality.
Why Measure Moisture
During starch molding, trays filled with starch are moved beneath stainless-steel molds that imprint the candy shape. Maintaining the correct moisture balance in the starch is vital.
Quality Assurance

Energy Efficiency

Reduced Waste

Process Stability
Safety
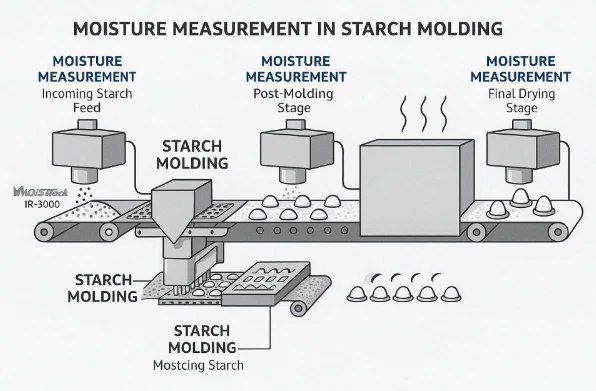
RECOMMENDED MEASUREMENT LOCATIONS
To achieve optimal performance, MoistTech recommends installing the IR-3000 moisture sensors at:
- Incoming Starch Feed: To measure initial moisture before molding.
- Post-Molding Stage: To monitor moisture during curing or conditioning.
- Final Drying Stage: To ensure the final moisture levels are within specification for packaging and storage.
These measurement points allow for immediate feedback and adjustments through integration with the plant’s PLC system.
The IR-3000 Series provides:
- Real-time, continuous, non-contact moisture readings
- ±0.2% typical accuracy for precise measurement
- Factory pre-calibration for various starch and confectionery types
- Resistance to dust, vibration, and temperature fluctuations
- Integration capability with PLCs or control systems for automated feedback
MoistTech’s sensors are designed for easy installation over conveyors, hoppers, or mixing lines, providing accurate results unaffected by color, temperature, or material size variations.
Understand the Process
For comprehensive moisture control in starch-based confectionery production, trust MoistTech’s innovative solutions. Contact us today for more information on optimizing your moisture management processes.