Overview
Effective moisture control in phosphate processing is critical to achieving consistent product quality, maximizing production efficiency, and minimizing energy consumption. Phosphate ore, a naturally occurring mineral primarily used for agricultural fertilizer production, must undergo several stages of processing, including washing, screening, slurry separation, and drying, before it becomes a usable product.
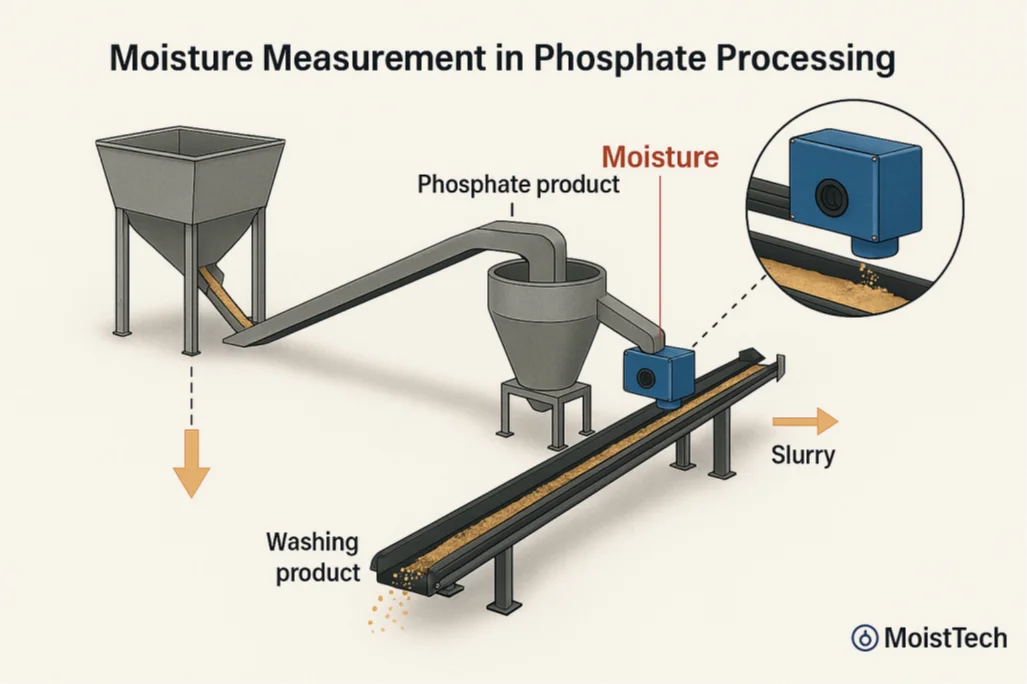
Because phosphate is water-soluble, precise moisture measurement and control are essential throughout processing to ensure product stability and prevent issues such as sticking, clogging, or inefficient drying. The MoistTech IR-3000 Series sensor provides instant, non-contact, continuous moisture measurement, allowing operators to optimize every stage of the process while maintaining consistent, high-quality output.
Whether installed directly above a conveyor, at the dryer exit, or within a quality control lab, the IR-3000 ensures optimal process control, energy savings, and superior product results, helping phosphate processors achieve maximum profitability with minimal downtime.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability
RECOMMENDED MEASUREMENT LOCATIONS
Sensor 1 – Post Washing / Screening
Monitors and controls moisture levels immediately after washing to prevent excessive water from entering the drying phase.
Sensor 2 – Dryer Output
Measures final moisture content to ensure the product meets quality standards while minimizing over-drying and energy consumption.
These installation points provide valuable real-time data, allowing automatic feedback to the PLC for precise control adjustments and consistent moisture management.
Typical moisture levels in phosphate processing include incoming material at 8–15%, after washing or slurry separation at 5–8%, and final product at 0.5–1.5%.
Understand the Process
No matter what industry you’re in, moisture measuring sensors can help improve your products. At MoistTech Corp, we look to make your job easier by providing the best moisture sensing technology for all types of industries and production facilities.