Overview
Blended engineered wood products, made from a mix of wood waste, bark, and forest by-products, are essential in many industries, including construction, furniture making, and packaging.
Controlling moisture content is critical in the production of these composite materials to ensure their strength, durability, and consistency. The IR-3000 Near-Infrared (NIR) Moisture Sensor provides accurate, real-time moisture measurement during the production process, helping manufacturers maintain optimal quality.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance
Accurate, real-time moisture readings ensure that blended engineered wood products meet quality standards.

Energy Efficiency
Proper moisture control during pressing and molding reduces the need for excess drying, saving on energy costs.

Reduce Waste
Continuous monitoring allows manufacturers to adjust processing conditions, improving throughput and reducing waste.

Process Stability
By maintaining optimal moisture levels, manufacturers can produce consistent, high-quality engineered wood products.
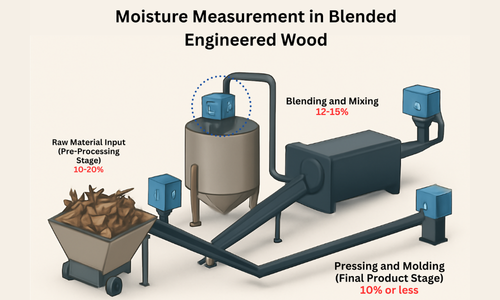
RECOMMENDED MEASUREMENT LOCATIONS
Raw Material Input (Pre-Processing Stage)
- Moisture Range: 10–20% (varies depending on material composition)
- Sensor Placement: In the hopper or conveyor belt system as the raw materials (wood waste, bark, etc.) are delivered to the production line.
- Benefit: The moisture sensor ensures that the raw materials entering the process are at the optimal moisture content for mixing and further processing, preventing excess moisture that can affect bonding or lead to clumping.
Blending and Mixing
- Moisture Range: 12–18%
- Sensor Placement: After the raw materials have been blended to form a uniform mixture, before pressing or molding.
- Benefit: Continuous moisture monitoring ensures that the blend is consistent and prevents issues during pressing or forming. Accurate moisture levels are essential for creating stable engineered wood products.
Pressing and Molding (Final Product Stage)
- Moisture Range: ≤ 10%
- Sensor Placement: After the material is pressed or molded into the final shape, just before it is cooled or dried further.
- Benefit: Verifying moisture content at the pressing stage ensures that the engineered wood products are ready for further processing or finishing, reducing the chances of warping, cracking, or poor adhesion in the final product.