Overview
Biomass encompasses a broad range of organic materials—including wood residues, agricultural byproducts, food waste, and industrial co-products—that can be converted into renewable energy. Many of these materials are produced as byproducts or waste streams from other industries, offering significant value as alternative fuels.
However, moisture content is one of the most critical variables in biomass utilization. Most raw biomass contains 50–60% moisture, which must be reduced prior to combustion or pelletization to ensure efficient energy conversion.
MoistTech’s IR-3000 Near-Infrared (NIR) Moisture Sensor provides continuous, non-contact, real-time measurement, enabling operators to optimize drying systems, maintain consistent feed quality, and maximize boiler efficiency.
Why Measure Moisture
MoistTech’s IR-3000 moisture measurement provides major manufacturing advantages:
Quality Assurance

Energy Efficiency

Reduced Waste

Process Stability

Stability
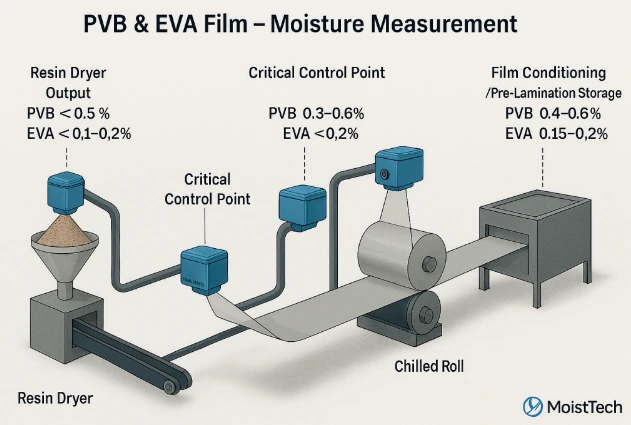
RECOMMENDED MEASUREMENT LOCATIONS
There are two key reasons why coat weight must be tightly monitored and controlled:
1. Adhesion Performance
A uniform and properly calibrated coating ensures:
- Accurate target adhesion
- Strong and reliable bond strength
- Proper wet-out of substrates
- Elimination of uneven tack or weak spots
2. Cost Reduction
Acrylic PSAs and specialty adhesives can be extremely expensive. Excess coat weight increases cost without improving performance.
MoistTech’s IR3000 allows manufacturers to:
- Reduce acrylic consumption
- Apply the absolute minimum required for performance
- Improve yield and material efficiency