Overview
Soda ash (sodium carbonate) is a key industrial chemical widely used in manufacturing glass, detergents, and chemicals. Moisture content is an important factor in the manufacturing process, as excessive moisture can lead to product caking, inconsistent quality, and handling challenges.
The IR-3000 Near-Infrared (NIR) Moisture Sensor offers a precise, non-contact method for monitoring and controlling the moisture content in soda ash during production, ensuring that the final product meets the required specifications.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability
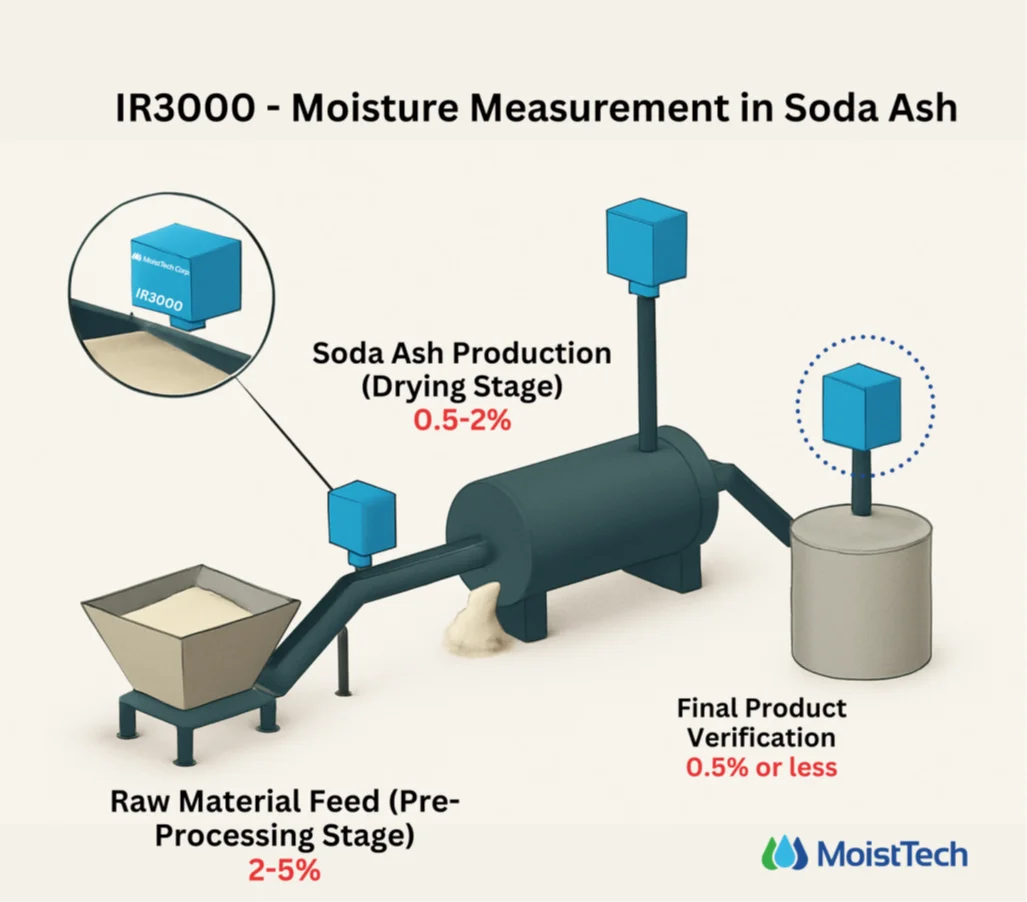
RECOMMENDED MEASUREMENT LOCATIONS
1. Raw Material Feed (Pre-Processing Stage)
Moisture Range: 2–5%
Sensor Placement: At the raw material input stage, before the soda ash is processed.
Benefit: Ensures the feed material has the correct moisture content for optimal processing and helps avoid excess moisture entering later stages.
2. Soda Ash Production (Drying Stage)
Moisture Range: 0.5–2%
Sensor Placement: During the drying process after the soda ash has been processed but before it is cooled and stored.
Benefit: Continuous monitoring helps prevent under-drying, which can lead to caking, and over-drying, which can increase energy use.
3. Final Product Verification
Moisture Range: ≤ 0.5%
Sensor Placement: At the final packaging stage or storage area.
Benefit: Verifies that the final product meets moisture specifications for shipping or manufacturing use, helping ensure consistent quality and reduce waste.