Coal & Bio Coal Moisture
Overview
Bio-Coal, also known as biomass briquette, is a renewable and eco-friendly alternative to traditional fossil fuels. Produced from agricultural, wooden, and forestry residues through high compression — without the use of binders or chemicals — it represents a 100% natural and sustainable solid fuel.
Bio-Coal briquettes can deliver comparable energy output to low-grade fossil coal and up to 30–80% more energy than wood pellets, offering both environmental and economic advantages.
Because of its low ash content and ideal moisture range (around 8%), Bio-Coal provides higher boiler efficiency, reduced emissions, and lower transportation and storage costs. However, maintaining precise moisture levels throughout production is critical to achieving consistent fuel quality and optimal performance.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
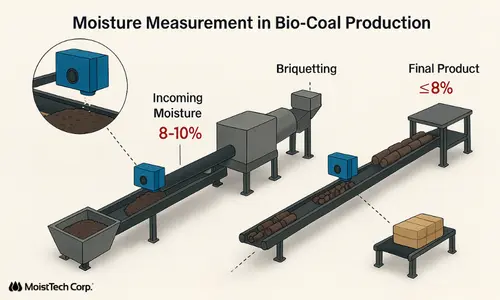
Moisture measurement should be implemented at key stages of the Bio-Coal production process to ensure consistent product quality and process optimization:
-
Sensor 1 – Raw Material Feed: Monitors incoming moisture of raw biomass material (typically 10–20%) before compression.
-
Sensor 2 – Post-Dryer / Pre-Compression: Ensures uniform drying and optimal material consistency (target 7–9%).
-
Sensor 3 – Final Product / Storage: Verifies finished briquettes are within the acceptable moisture range (≤8%) for efficiency and shelf stability.
MoistTech’s IR-3000 moisture sensor provides an accurate, non-contact, and maintenance-free solution for monitoring moisture in biomass briquette production. With factory pre-set calibrations, instant response times, and ±0.1% precision, operators can make real-time adjustments that directly improve process efficiency and product quality.
From feedstock handling to final product verification, MoistTech’s NIR technology delivers superior control for Bio-Coal producers seeking consistent, high-performance results.
Understand the Process
Moisture content in coal processing is an essential factor to monitor as the lack or excess of moisture can impact the production and quality of the final product. Without the proper handling and production processes, the quality of coal is depleted, potentially causing increased pollution.