MoistTech’s Explosion proof unit holds the most prevelent international certifications
The MoistTech Explosion Proof Enclosure provides all of the key benefits of our near-infrared with the protection of explosion-proof certified conduits, unions, elbows and nipples to allow the user to make all the external power and communication connections into and from the enclosure as well as fully protect the sensor in any application.
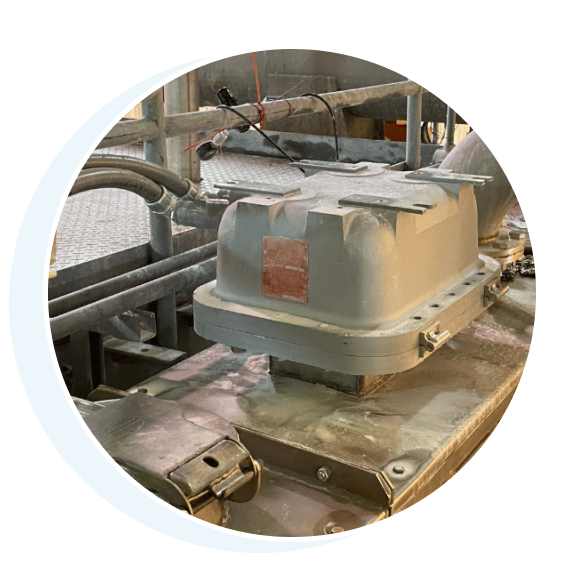
MoistTech’s explosion proof enclosure provides the sensors optical bench mounted within a hinged cover enclosure and views through the explosion-proof cover window, mounted using the 4 feet on the bottom of the housing. All of the electrical connections are made through an internal terminal strip and top of the line seals prevent environmental egress to the unit.
There is a one-time calibration done in the factory based off your exact application, a virtually maintenance free setup allows for ease of use and a drift free optical design provides operating personnel with confidence make immediate process adjustments based on real-time measurements.
MoistTech’s NIR sensor is insensitive to material variations such as particle size, material height & color, our moisture sensors provide continuous, reliable readings with zero maintenance and a one-time calibration with a non-drift optical design allowing operational personnel to confidently make immediate process adjustments based on real-time measurements.
Monitoring Advantages:
- Monitor: Explosion proof connections allow external power & communication connections into/from the enclosure
- Maintain: Product quality & integrity throughout the manufacturing process with optimal equipment
- Reduce: The amount of wasted product, down-time and human error
- Improve: Product quality, plant efficiency and the integrity of the production process
- Adjust: Make immediate adjustments on the production line without stopping the entire process
Benefits:
- Top of the Line Equipment: MoistTech’s explosion proof enclosure is designed to protect the sensor’s technology from the harsh manufacturing conditions to allow for precise, accurate, and repeatable moisture measurement data. The enclosure has all of the most prevelent explosion-proof international certifications needed, ensuring its stability and longevity
- Product Quality Monitoring: Allows immediate production line adjustments to improve product quality and consistency
- Process Optimization: Allows 100% monitoring of the production process to reduce product that is out of specification
- Fuel & Energy Consumption Savings: Reducing energy usage in the drying process can be controlled through moisture measurement, resulting in a reduction in energy consumption
- Water Savings: Reduce water usage by continually monitoring the moisture content throughout the process
- Dust Prevention: Measuring moisture content will also assist in the reduction of dust, which directly decreases the risks of explosions
Sensor Specifications:
- Moisture Range: 0 – 0.1%, 0 -99%, PPM range subject to application
- Measured Constituents: Up to 3 in one sensor
- Accuracy: 0.1% – Subject to application
- Repeatability: 0.01%
- Calibration Codes: Store up to 50 standard codes
- Operating Temperature: 0 – 200F (93C)
- Optical Measurement Distance: 4 – 8 IN (10-20 CM)
- Sampling Size: Approx. 1.5 IN (3.7 CM) diameter on sample
- Dimensions: 19.25″X15″X8.25″
- Weight: 110 LBS
- Enclosure: Class 1,2,3 DIV 1&2, Groups B,C,D,E,F,G, zones 1&2, Type 3,4,4x (more on request)
- Power: 80-260 VAC (50/60 HZ), optional 24VDC