Overview
Coke—produced by heating metallurgical coal in the absence of oxygen—is a critical raw material in steelmaking, foundries, chemical processing, and energy production. Moisture content in coke profoundly affects furnace efficiency, combustion rate, carbon reactivity, transport weight, and overall handling characteristics.
Because coke is highly porous, it readily absorbs environmental moisture during storage and conveying. Excess moisture increases transport cost, reduces combustion efficiency, and disrupts material flow, while under-dried coke can generate excessive dust, handling issues, and safety risks.
MoistTech’s IR-3000 NIR moisture sensor provides continuous, non-contact moisture measurement during coke handling and preparation, enabling steel mills and carbon plants to optimize dryer operation, stabilize furnace feed quality, and reduce energy usage.
Why Measure Moisture
Precise moisture control provides significant operational and economic benefits.
Quality Assurance

Energy Efficiency

Reduced Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
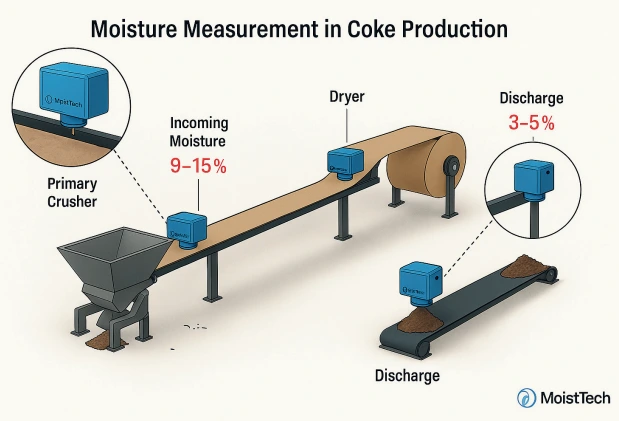
Screening / Crusher Discharge (Incoming Coke Feed)
Crushed coke exhibits moisture variability due to weather exposure, particle size distribution, and storage practices. Monitoring at this stage allows operators to:
-
Adjust feed blending
-
Improve sizing uniformity
-
Reduce wet material carryover to the furnace
Typical incoming coke moisture: 5–12%, depending on outdoor storage conditions.
Dryer Outfeed (Critical Control Point)
Drying must be tightly controlled to avoid:
-
Over-drying: Dust generation, reduced bulk density, increased fire hazard
-
Under-drying: Lower heating value, steam generation inside the furnace, reduced efficiency
Typical dried coke moisture: 2–6%, depending on furnace requirements and grade.
The IR-3000 provides real-time adjustment feedback, ensuring optimal drying conditions with minimal energy use.
Conveyor Transfer / Furnace Feed Point
Before coke enters the blast furnace, cupola, or calcining unit, verifying moisture ensures consistent combustion and carbon reactivity. Benefits of measuring here include:
-
Stabilizes furnace burden behavior
-
Reduces coke rate and improves efficiency
-
Prevents steam pockets and uneven combustion
-
Provides compliance documentation for feed moisture specifications
Typical moisture target: 2–5% at furnace entry.
Understand the Process
Coal has a wide moisture content range, which affects its value as fuel and determines how environmentally friendly it is to use, the production process is directly related to its quality.