Biomass is rapidly gaining ground as a renewable energy solution, helping achieve decarbonization goals worldwide. But even as biomass offers flexibility and a lower carbon footprint for power generation plants, one variable quietly dictates operational efficiency, sustainability, and profitability: moisture content.
Why Biomass Moisture Matters
Moisture isn’t just a byproduct; it is a critical control point in biomass processing. When excess moisture is present, it lowers combustion efficiency and the energy value of the fuel, resulting in increased fuel consumption. High moisture levels also contribute to greater emissions, raise operational costs, and cause more wear on equipment through frequent maintenance. In addition, excess moisture reduces pellet quality, producing weak or crumbly pellets that do not perform well during storage or combustion.
Conversely, feedstocks that are too dry become brittle, difficult to process, and can raise safety risks, such as dust explosions and equipment strain. Moisture fluctuations, even as little as 1%, can disrupt pellet consistency and drive up costs.
The Downside of Traditional Moisture Measurement
Many biomass producers still manage moisture with lab sampling or outdated sensors. These legacy methods introduce costly delays and fail to capture the rapid variability of biomass feedstocks. Visual inspection remains unreliable, while batch lab methods are too slow. By the time a problem is detected, material may already be processed, stored, or shipped, resulting in preventable waste and potential product rejection.
Even newer technologies like radio frequency or contact probes have limitations in handling variability in particle size, color, and density typical in biomass operations. They also require frequent maintenance and recalibration.
A Modern Solution: In-Line Near-Infrared Technology
Continuous, in-line moisture measurement with near-infrared (NIR) sensors revolutionizes moisture management in biomass operations. NIR technology provides:
- Non-contact, real-time monitoring directly on conveyors, silos, or pellet presses.
- Immediate detection of variability, enabling process adjustments on the fly.
- Consistent, repeatable results regardless of material flow height, particle size, or color.
- Support for closed-loop automation, integrating directly with plant control systems to optimize performance without manual intervention.
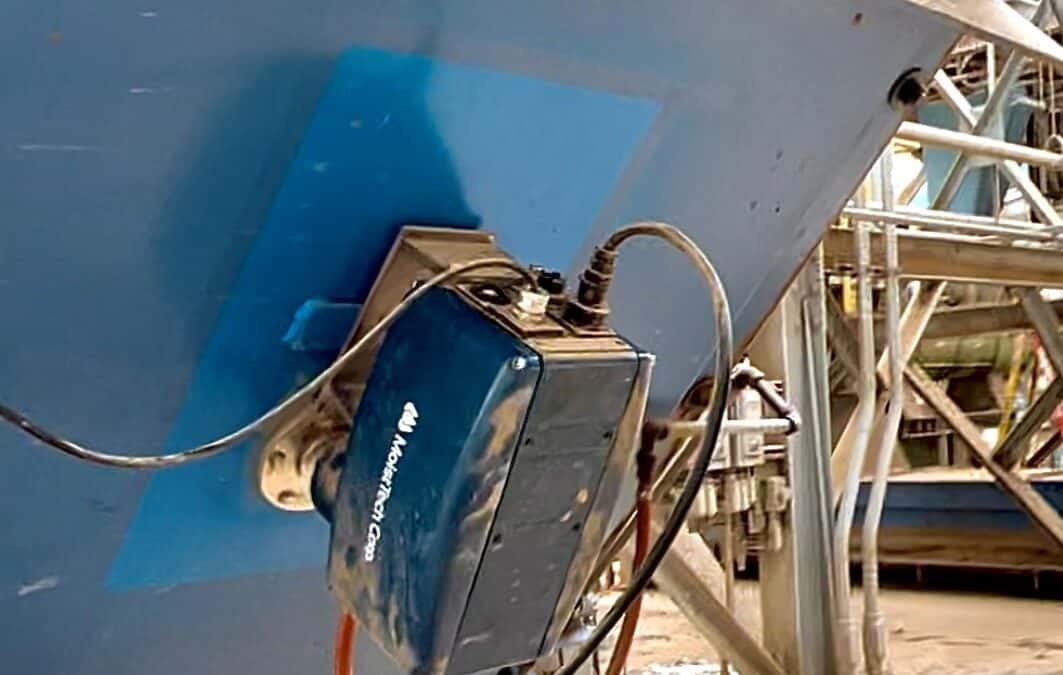
MoistTech’s IR3000 series NIR sensors are engineered specifically for challenging industrial environments. With one-time calibration and no drift, these rugged sensors deliver durable, accurate data for biomass power plants, pellet mills, and other bioenergy facilities.
Key Advantages for Biomass Producers
Implementing real-time, in-line moisture sensing unlocks:
- Reduced energy and fuel costs through precise drying
- Improved pellet quality and consistency, lowering product rejection and waste
- Elevated asset reliability, minimized manual interventions and reduced labor costs
- Enhanced safety by preventing dust hazards and equipment jams
- Support for ESG (Environmental, Social, Governance) metrics by reducing energy usage and emissions
Smarter Operations Start with Moisture Control
For industrial biomass producers, tight margins and rising sustainability expectations mean every process variable matters. Moisture is one of the highest-impact variables, and with advanced NIR sensors, it is now one of the easiest to control proactively. Producers can dramatically improve operational efficiency, product quality, and competitiveness, making biomass a truly sustainable energy solution.
A plug-and-play moisture sensor can boost product quality while cutting back on workflow interruptions. Let’s discuss your MoistTech installation. Request a quote today.