Overview
Fish food pellets are specialized feed formulations combining aquatic and plant-based proteins, oils, and vitamins designed to support optimal fish growth, digestion, and water stability. Precise moisture control during manufacturing is essential to maintain proper pellet density, prevent spoilage, and ensure consistent nutrient retention. MoistTech’s IR-3000 Near-Infrared (NIR) Moisture Sensor provides instant, non-contact, real-time moisture analysis across key stages of the fish feed production process. By continuously monitoring and controlling moisture content, producers can prevent product inconsistency, reduce energy costs, and extend shelf life.
Why Measure Moisture
Accurate moisture measurement throughout fish food pellet production ensures optimal performance and product quality.
Quality Assurance

Energy Efficiency

Reduced Waste

Process Stability

Safety
Typical Moisture Ranges
| Process Stage | Optimal Moisture Range |
|---|---|
| Pre-Extrusion Feed | 10 – 15% |
| Post-Extrusion / Pre-Dryer | 20 – 25% |
| Post Dryer / Final Product | 8 – 10% |
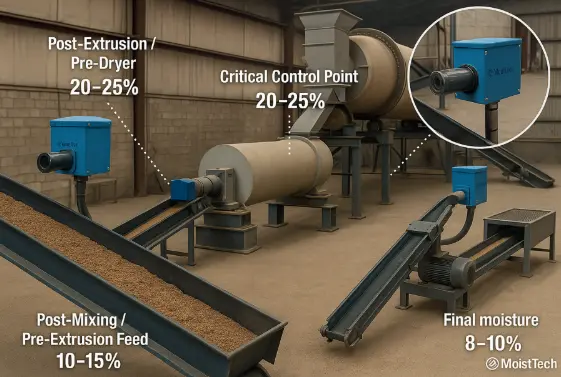
RECOMMENDED MEASUREMENT LOCATIONS
Post-Mixing / Pre-Extrusion Feed:
Monitoring the moisture of the blended meal before extrusion ensures consistent feed conditioning and density. At this stage, moisture typically ranges between 10–15%, depending on formulation and oil content. Continuous feedback allows operators to fine-tune water and steam addition for optimal extrusion efficiency and pellet integrity.
Post Extrusion / Pre-Dryer:
This is the critical control point in fish food pellet production. Moisture levels immediately after extrusion typically range from 20–25% and must be precisely reduced to prevent deformation or microbial growth. The IR-3000 provides instantaneous readings to optimize dryer temperature and airflow.
Post-Drying / Cooling & Packaging:
Measuring moisture after drying and cooling ensures pellets are conditioned properly for packaging and storage. Ideal moisture content at this stage is 8–10%, maintaining shelf stability while preserving texture and nutritional value.
Integrating MoistTech IR-3000 sensors at critical control points in fish food pellet production enables operators to achieve precise, real-time moisture management. Continuous monitoring improves energy efficiency, reduces waste, and ensures every batch meets exact specifications—delivering superior feed quality and long-term operational reliability.
Understand the Process
The benefits from moisture control provide instant ROI. Ask us how we can help improve your production line — no obligation quotes and anticipated accuracy results for your individual product!