Overview
Hard pet foods, such as dry dog and cat kibble, are composed of animal proteins, plant-based ingredients, fats, and grains, all of which contribute to overall texture, palatability, and nutritional balance. Maintaining proper moisture levels throughout the production process is essential to ensure consistent product quality, shelf life, and pet safety.
MoistTech’s IR-3000 Near-Infrared (NIR) Moisture Sensor provides continuous, non-contact, real-time measurement of moisture content during critical stages of pet food manufacturing. With accurate and instant feedback, operators can optimize drying parameters, prevent spoilage, and maintain precise moisture specifications that meet both nutritional and safety standards.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability
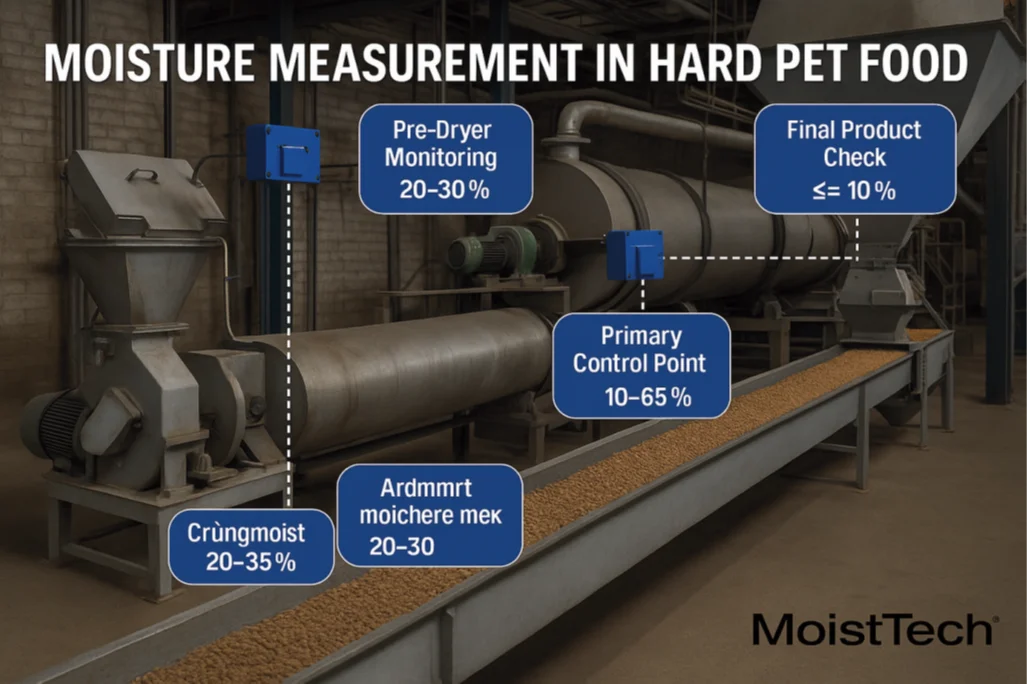
RECOMMENDED MEASUREMENT LOCATIONS
Pre-Dryer / Conditioning Stage
Measuring the moisture of the mixed raw material prior to drying provides critical data for adjusting dryer temperature and retention time. Raw dough-like pet food mix typically contains 20–30% moisture, depending on the formulation and ingredients. Monitoring here prevents over-drying or under-drying during extrusion and baking.
Post-Dryer / Pre-Pelletizer
This is the primary control point for finished kibble. Measuring immediately after drying ensures the product achieves ideal final moisture content while preventing bacterial growth or nutrient loss.
- Too Dry: Leads to brittle kibble, poor taste, and reduced digestibility
- Too Wet: Encourages mold or bacterial contamination and shortens shelf life
Finished Pellet / Packaging Line
A final sensor placed before packaging verifies that moisture levels remain stable after cooling. This step guarantees consistent product quality and compliance with packaging moisture specifications.
Integrating the MoistTech IR-3000 into hard pet food production provides complete moisture visibility, from extrusion to final packaging. Real-time, non-contact measurement ensures precise control over product texture, quality, and safety, helping manufacturers deliver reliable, nutritious pet food efficiently and cost-effectively.
Understand the Process
Once the sensor is in place, you can use an external display or PC to display real-time moisture levels. Because our NIR technology can store up to 50 calibration readings in a single sensor, it can conveniently be used on many types of applications.