Overview
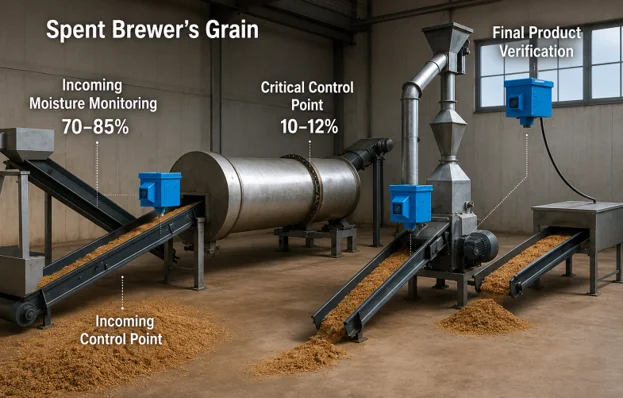
Spent brewer’s grain (SBG) is a by-product of the brewing process, consisting of the residual barley and grains left after mashing. It is widely utilized as a high-protein, fiber-rich livestock feed due to its nutritional value and cost-effectiveness. However, SBG contains a high initial moisture content, typically between 70–85%, which must be carefully reduced and maintained to prevent spoilage and nutrient degradation.
MoistTech’s IR-3000 Near-Infrared (NIR) Moisture Sensor provides real-time, non-contact moisture measurement throughout processing and handling. Continuous moisture control ensures consistent product quality, reduced energy costs, and extended storage life.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
Post-Separation / Pre-Dryer Feed
Measuring moisture immediately after mash separation allows for more efficient dryer control. At this stage, spent grain moisture is typically 70–85%, depending on the brewing process and water extraction efficiency. Monitoring here helps optimize dryer load and energy use.
Post-Dryer / Cooling Stage
This is the critical control point in SBG processing. Moisture levels after drying should be reduced to approximately 10–12% for pelletization or bulk storage. Accurate control at this stage helps prevent over-drying, product loss, and microbial growth.
Final Product / Storage and Transport
Continuous monitoring before packaging or shipment helps ensure the final product remains stable during distribution. Maintaining final moisture around 10–12% helps avoid spoilage and supports feed consistency for end users.
Installing MoistTech IR-3000 moisture sensors at key points in spent brewer’s grain production enables producers to precisely manage moisture levels from wet grain feed through drying and packaging. Real-time, non-contact measurement helps ensure consistent feed quality, reduce operating costs, and improve process efficiency.
Understand the Process
MoistTech’s easy-to-use features along with the plug-and-play design make it the most efficient and user-friendly moisture measurement system on the market.