Biodiesel Moisture
Overview
Biodiesel is a renewable, biodegradable fuel composed primarily of fatty acid methyl esters (FAMEs). It is produced from a variety of feedstocks including vegetable oils, animal fats, waste cooking oils, and palm oil.
Maintaining proper moisture levels throughout biodiesel production is critical to ensure high fuel quality, process efficiency, and compliance with ASTM and EN fuel standards.
Even trace amounts of water in biodiesel can cause serious issues, including phase separation, microbial growth, corrosion, and reduced combustion performance. MoistTech’s IR-3000 Near-Infrared (NIR) Moisture Sensor provides instant, continuous, and non-contact moisture measurement, enabling biodiesel producers to maintain tight control and prevent quality defects before they occur.
By implementing MoistTech’s IR-3000 in biodiesel production, manufacturers gain a powerful tool for maintaining strict moisture specifications, improving fuel quality, and increasing plant efficiency. Continuous online measurement provides real-time visibility, reduced waste, and better energy utilization, ensuring every batch of biodiesel meets the highest industry standards.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduced Waste

Process Reliability

Safety
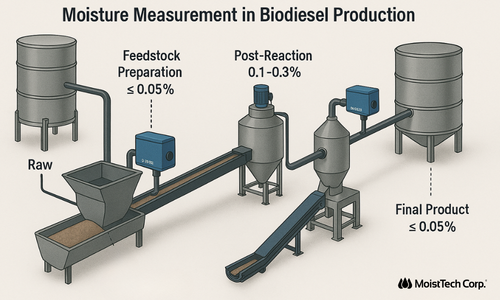
RECOMMENDED MEASUREMENT LOCATIONS
Feedstock Preparation / Pre-Reaction:
- Measuring the moisture content in raw feedstocks such as vegetable oil or animal fat ensures that the base material entering the transesterification process is within acceptable limits. Excess moisture at this stage can interfere with catalyst performance and reaction yield. Ideal feedstock moisture is typically below 0.05%.
Post-Reaction / Separation Stage:
- After transesterification, glycerin and biodiesel are separated. Monitoring moisture here ensures proper phase separation and minimizes the risk of water carryover. Typical post-reaction moisture levels range between 0.1–0.3% before purification.
Final Product / Post-Drying Storage:
- This is the critical control point for product quality. Continuous monitoring after the drying or polishing step verifies that final biodiesel moisture content meets specification — typically ≤0.05% (500 ppm). The IR-3000 ensures compliance and prevents downstream issues such as corrosion, filter clogging, and microbial growth during storage and transport.
The IR-3000 moisture transmitter can be mounted 4–12 inches above a conveyor or process line for non-contact measurement. Its design allows accurate readings even when material flow is intermittent or uneven, ensuring precise control under real-world operating conditions. Integration with PLC systems enables automatic process adjustments to maintain optimal moisture levels at all times.
Understand the Process
Using the IR-3000 drastically cuts production costs. It is energy efficient, low maintenance, and decreases startup and down times. Over dried product causes waste; so does product that is too moist. With the IR-3000, these problems will no longer be an issue.