Bioethanol Moisture
Overview
In bioethanol production, moisture control plays a crucial role in fuel quality, process efficiency, and equipment longevity. Water contamination during manufacturing can severely impact product performance and system integrity.
Excess moisture in bioethanol leads to several critical issues, including:
-
Reduced combustion efficiency, resulting in smoke, power loss, and hard starts
-
Corrosion of pumps, fuel lines, and system components
-
Filter failure due to paper-element degradation
-
Freezing and gelling, as water forms ice crystals that accelerate fuel thickening
-
Piston pitting and internal engine damage
Maintaining optimal moisture levels throughout bioethanol production ensures product stability, combustion efficiency, and compliance with fuel standards. MoistTech’s IR-3000 Near-Infrared (NIR) Moisture Sensor delivers real-time, non-contact measurement, providing continuous control to minimize waste, improve yield, and guarantee consistent fuel purity.
MoistTech’s IR-3000 offers bioethanol producers a proven, maintenance-free solution for real-time moisture monitoring and control. By integrating sensors at critical process points, operators can minimize energy consumption, ensure superior fuel purity, and prevent costly mechanical failures. The result is a safer, more efficient, and more profitable bioethanol production process.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
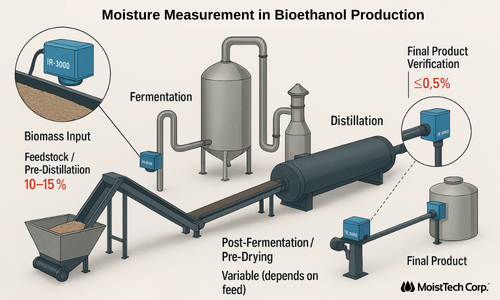
RECOMMENDED MEASUREMENT LOCATIONS
Raw Material Feed / Pre-Distillation:
Monitoring moisture in incoming biomass (such as corn, sugarcane, or cellulosic feedstock) is essential to ensure consistent fermentation conditions. Moisture at this stage typically ranges between 10–15%, depending on feedstock type and storage environment.
Post-Fermentation / Pre-Drying Stage:
After fermentation, monitoring the mash moisture ensures proper separation efficiency during distillation. Maintaining moisture consistency helps reduce energy consumption in the drying stage and prevents over- or under-processing.
Final Product / Bioethanol Output:
The critical control point for bioethanol quality is the final moisture verification before blending or storage. Even minimal water presence can compromise fuel performance. The IR-3000 provides continuous, highly accurate measurement within ±0.2%, ensuring moisture content remains within specification for stable combustion and compliance.
For maximum accuracy, the IR-3000 moisture transmitter should be mounted 4–12 inches above a conveyor or on a pipeline carrying the ethanol stream. This allows for continuous, real-time monitoring of moisture content, with data transmitted directly to plant control systems for automatic feedback and adjustment. For high-temperature environments (above 50°C), optional vortex cooling
ensures stable operation.
Understand the Process
This technology allows our products to measure moisture without direct contact with the product, thus it provides accurate results without creating any waste. And, since the technology uses a simple light source for measurement, our equipment allows for longer use.