Biofuel Moisture
Overview
Wood pellets are produced from sawdust and wood fines recovered from milling operations and are widely used in stoves, furnaces, and industrial boilers as a low-carbon alternative to fossil fuels.
Pellet quality, heating value, emissions, and mechanical durability are all tightly linked to moisture content. MoistTech’s IR-3000 NIR Moisture Sensor provides continuous, real-time, non-contact moisture measurement to remove subjectivity, reduce energy consumption, and ensure consistent pellet quality.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability
RECOMMENDED MEASUREMENT LOCATIONS
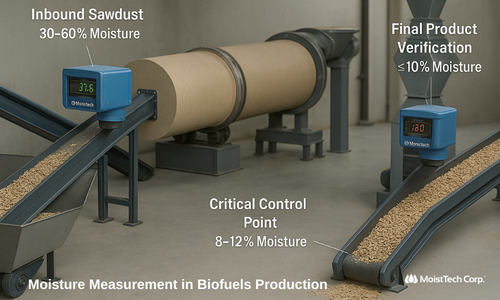
Inbound Sawdust / Pre-Dryer
Monitor moisture as mixed wet/dry sawdust is conveyed to the dryer. Typical incoming sawdust is 30–60% moisture depending on species, storage, and blend. Real-time data optimizes dryer inlet temperature, airflow, and residence time.
Post-Dryer / Pre-Pelletizer (Critical Control Point)
The most important control point for pellet durability and press throughput. Target 8–12% moisture for proper fiber plasticization and die lubrication.
- Too Dry (<8%) → fines, poor binding, higher press power, fire/dust risk.
- Too Wet (>12%) → die plugging, steam venting, lower throughput.
Finished Pellets / Cooling & Screening:
Verify final moisture ≤10% (PFI/ENplus typical spec) as pellets cool to ambient. Ensures storage stability, prevents microbial growth, and maintains energy density.
Mount sensors 4–12 in (100–300 mm) above conveyors or at chutes:
- Above the dryer out-feed (primary control point).
- Optionally at infeed blending and cooler discharge for closed-loop verification.
- Outputs integrate to the PLC/DCS (analog or digital) for automatic set-point control.
Understand the Process
Using the IR-3000, you’ll save money throughout the entire production process, while making the best quality product at the same time. With MoistTech, you don’t need to compromise.