Overview
Biomass encompasses a broad range of organic materials—including wood residues, agricultural byproducts, food waste, and industrial co-products—that can be converted into renewable energy. Many of these materials are produced as byproducts or waste streams from other industries, offering significant value as alternative fuels.
However, moisture content is one of the most critical variables in biomass utilization. Most raw biomass contains 50–60% moisture, which must be reduced prior to combustion or pelletization to ensure efficient energy conversion.
MoistTech’s IR-3000 Near-Infrared (NIR) Moisture Sensor provides continuous, non-contact, real-time measurement, enabling operators to optimize drying systems, maintain consistent feed quality, and maximize boiler efficiency.
Why Measure Moisture
Precise, automated moisture control provides major operational and environmental advantages in biomass energy production.
Quality Assurance

Energy Efficiency

Reduced Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
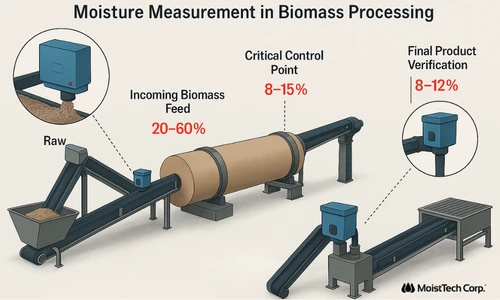
Incoming Feedstock / Pre-Dryer
Biomass materials enter the drying system with highly variable moisture, typically 50–60%, depending on source and storage conditions. Measuring at this stage allows for accurate dryer control and adjustment of feed rate to maintain optimal throughput.
Post-Dryer / Pre-Boiler or Pellet Mill
This is the critical control point in biomass fuel processing. Moisture levels should typically be reduced to 8–12%, depending on the intended application.
Final Product / Storage and Distribution:
Verifying moisture before storage ensures consistent fuel performance and prevents reabsorption. For pelletized or chipped biomass, final moisture should be ≤10% for long-term stability and predictable BTU output.
Understand the Process
Using the IR-3000, you’ll save money throughout the entire production process, while making the best quality product at the same time. With MoistTech, you don’t need to compromise.