Overview
Solid Recovered Fuel (SRF) is derived from recovered municipal, commercial, and industrial waste, containing a mixture of non-hazardous, high-calorific materials such as paper, plastics, and textiles. Used in waste-to-energy facilities and industrial combustion plants, SRF provides a sustainable energy alternative while reducing landfill dependency.
Because SRF composition varies widely depending on the waste stream, precise moisture control is essential for consistent fuel quality, stable combustion, and compliance with energy recovery specifications. MoistTech’s IR-3000 Near-Infrared (NIR) Moisture Sensor provides real-time, non-contact measurement, enabling operators to monitor and adjust moisture levels continuously throughout SRF production.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
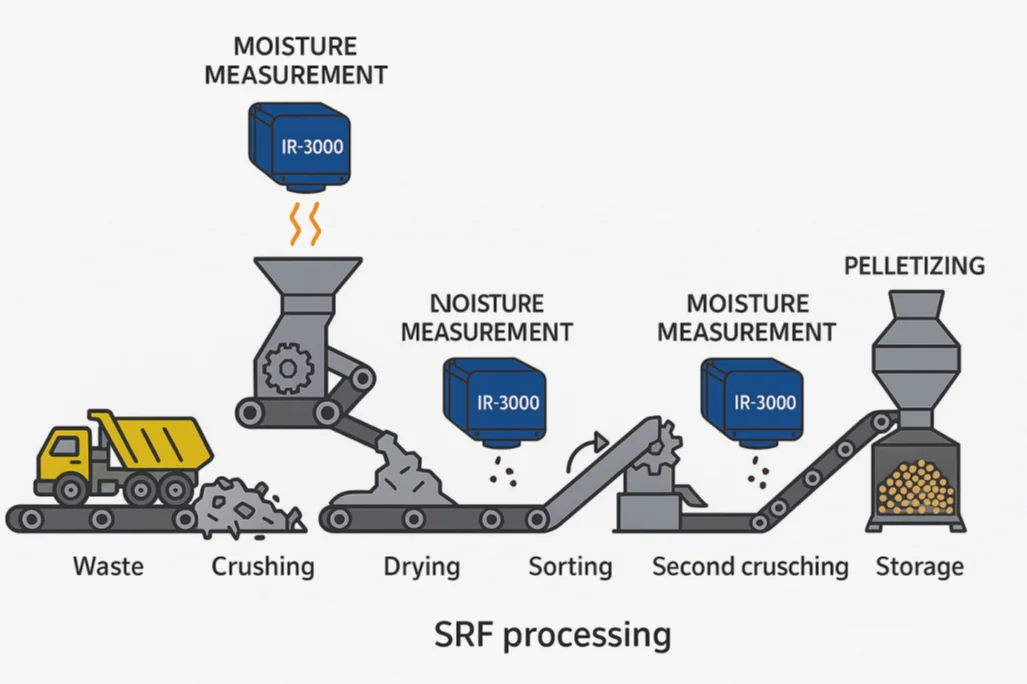
RECOMMENDED MEASUREMENT LOCATIONS
Post-Crushing / Pre-Dryer Feed
After the initial shredding stage, SRF feedstock often contains 20–40% moisture depending on waste composition and storage conditions. Measuring here allows operators to adjust drying parameters for more stable downstream performance.
Post-Dryer / Pre-Pelletizing
This is the most critical measurement location. At this stage, the target moisture level is 8–15%, ensuring proper pellet formation and fuel density. Material that is too wet leads to poor pelletization, uneven combustion, and high transportation weight, while material that is too dry causes excess dust, lower pellet cohesion, and increased machine wear.
Final Product / Storage Verification
Monitoring moisture at the end of the production line ensures finished SRF meets quality and handling requirements. Final pellets should maintain ≤10% moisture to support fuel stability and high calorific value during transport and storage.
Understand the Process
This technology allows our products to measure moisture without direct contact with the product, thus it provides accurate results without creating any waste. And, since the technology uses a simple light source for measurement, our equipment allows for longer use.