Moisture Content in Refuse Derived Fuel (RDF)
Contact Us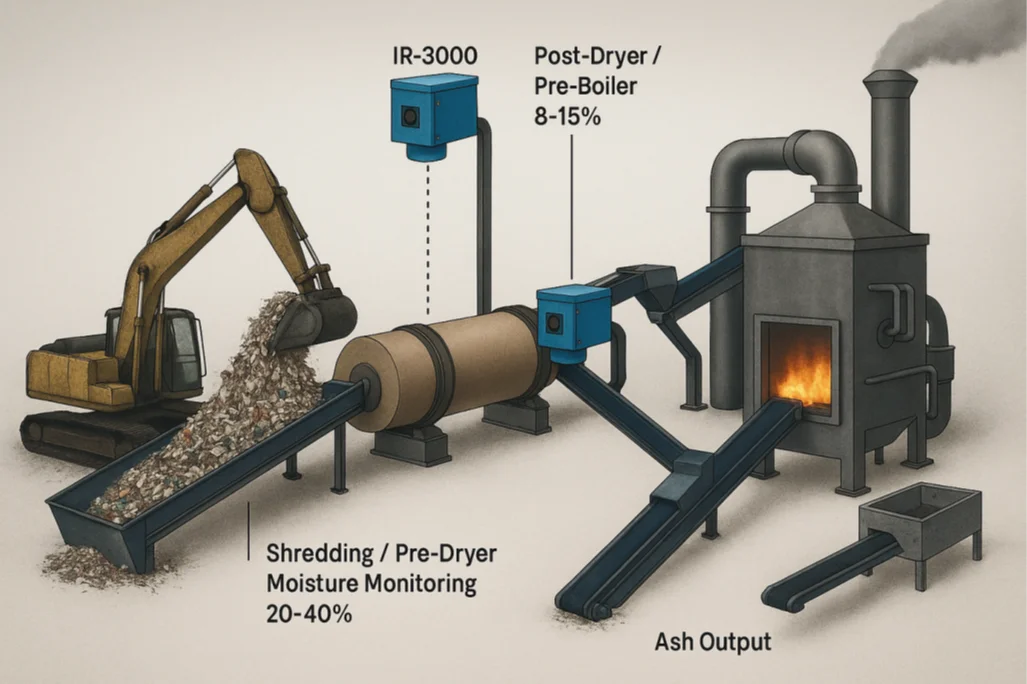
Overview
Refuse Derived Fuel (RDF) is produced from municipal and commercial waste streams composed primarily of biodegradable materials and plastics. Non-combustible materials such as glass and metals are removed, and the remaining material is shredded and processed into fuel suitable for waste-to-energy systems. Maintaining consistent moisture content in RDF is critical to ensure stable combustion, improve boiler performance, and reduce operational downtime.
MoistTech’s IR-3000 Near-Infrared (NIR) Moisture Sensor provides real-time, non-contact measurement of RDF moisture content, allowing operators to control drying, blending, and fuel handling with precision and efficiency.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
Post-Shredding / Pre-Dryer Feed
After metals and glass are removed, RDF feedstock typically shows high moisture variability, often between 20–40% depending on waste composition and ambient humidity. Measuring here helps optimize dryer operation and improve feed consistency.
Post-Dryer / Pre-Boiler Feed
This is the critical control point in RDF fuel preparation. Moisture should be reduced to 8–15%, depending on combustion system requirements. Material that is too wet reduces BTU value and increases emissions, while material that is too dry increases dust and wear on handling equipment.
Ash / Dust Handling & Storage
Monitoring moisture in ash or dust discharge areas helps reduce dust generation, improve air quality, and minimize cleaning and maintenance costs associated with buildup in conveyors or ducts.
The IR-3000 RDF moisture transmitter is typically mounted 4–12 inches above a conveyor belt or other conveying surface for continuous process monitoring, and can be connected directly to a PLC for automatic moisture-based control. In highly dusty environments, a low-volume air purge helps ensure consistent measurement without maintenance interruptions.
Understand the Process
Learn more about the benefits of MoistTech sensors and how they can actively improve your production line. Our sensors offer a wide variety of benefits that you’ll experience instantly. Get the info you need and inquire about our products by reaching out to our experts today.