Overview
In wastewater treatment plants, controlling moisture during sludge dewatering is essential for process stability and downstream efficiency. After separation and thickening, sludge is processed through filter presses or pipelines, where accurate moisture control directly affects drying, incineration, and composting efficiency.
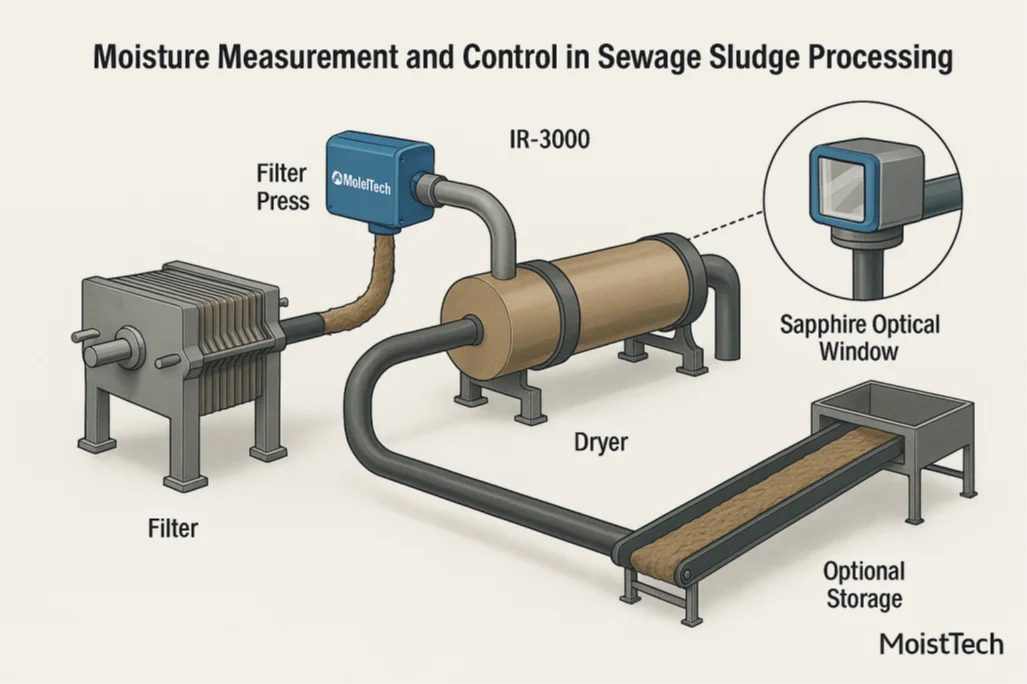
MoistTech’s IR-3000 Near-Infrared (NIR) Moisture Sensor provides non-contact, continuous real-time moisture monitoring designed specifically for liquid and semi-solid materials. Utilizing a sapphire optical window and low-wavelength NIR technology, the IR-3000 accurately measures sludge moisture content under varying pressure and temperature conditions, providing precise data for process automation and quality assurance.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
Pipeline Installation
The IR-3000 sensor can be installed directly on a pipeline using the sapphire optical window mount for stable, repeatable moisture measurement.
Filter Press Outlet
The sensor can be installed at the outlet of a filter press to monitor sludge moisture during dewatering and transfer.
Optional Air Purge System
Optional air purge systems can be used to maintain a clean viewing window in heavy or sticky sludge conditions.
The sensor reads through the optical surface without product contamination, and continuous real-time measurement enhances dryer efficiency, reduces maintenance costs, and improves product quality and energy recovery.
Understand the Process
To be properly processed, the exact moisture content of the sludge must be known within 0.5-1%. The sludge can be burned to recover the energy; however, it must be dry enough to incinerate. Measuring the moisture becomes key.