Overview
Maintaining accurate moisture control in fertilizer production is essential to achieving consistent product quality and optimizing the overall manufacturing process. Improper moisture levels can cause several challenges, including poor granulation, excessive drying times, and out-of-spec products that lead to increased waste and production costs.
The MoistTech IR-3000 Series provides non-contact, continuous, and highly accurate moisture measurement for fertilizer manufacturing. By utilizing Near-Infrared (NIR) technology, the IR-3000 delivers real-time readings that allow operators to monitor and adjust moisture levels at multiple points in the process—ensuring uniform product quality, improved process control, and reduced energy consumption.
Why Measure Moisture
Fertilizer manufacturing involves multiple stages that require precise control of moisture content. From raw material mixing and granulation to drying and final product storage, maintaining optimal moisture levels ensures the material’s chemical stability, prevents caking, and preserves nutrient integrity.
Quality Assurance

Energy Efficiency

Reduced Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
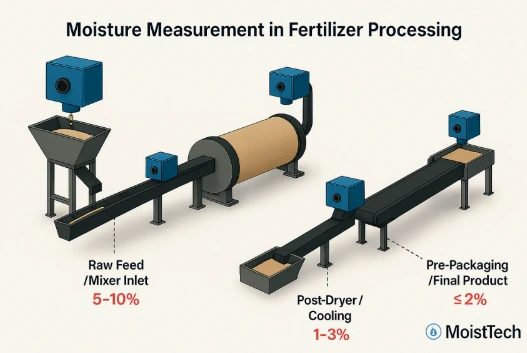
MoistTech’s IR-3000 NIR sensor can be strategically installed throughout the fertilizer production process for maximum impact:
- Raw Material Feed – Monitors incoming material moisture to ensure uniform blending.
- Granulator Outlet / Dryer Inlet – Controls the feed entering the dryer, improving dryer efficiency.
- Dryer Outlet – Verifies final moisture levels before cooling or packaging.
- Pre-Packaging Line – Ensures consistent final product moisture to meet quality and weight specifications.
These installation points allow for real-time process adjustments and automated feedback control, reducing downtime and improving product throughput.
The MoistTech IR-3000 uses advanced Near-Infrared (NIR) reflectance technology to accurately measure moisture without contact with the product. Designed for harsh production environments, the sensor’s optical system is resistant to dust and vibration, ensuring stable and repeatable results.
Performance Highlights:
- Accuracy: ±0.1% moisture
- Analog Range: 0–10% moisture (up to 40% for certain applications)
- Immune to product color, size, and height variations
- Outputs easily integrated with existing PLC or control systems
- Maintenance-free design for continuous operation
Understand the Process
MoistTech provides a plug and play operation that monitors moisture content anywhere in the manufacturing line to provide instant and accurate information to line personnel. This can eliminate wasted product, downtime and timely lab tests.