Conversion Coatings on Steel / Aluminum Moisture
Overview
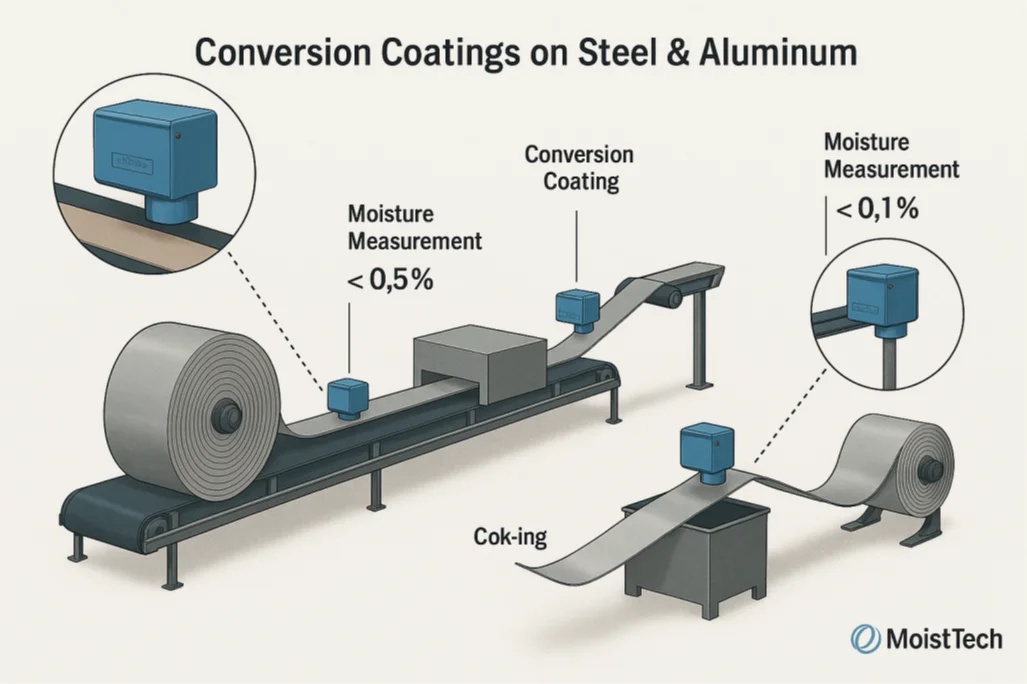
Conversion coatings are essential surface treatments applied to steel and aluminum to improve corrosion resistance, paint adhesion, lubricity, and long-term durability. Common systems include phosphate, zirconium, chromate, non-chrome passivation, and oxide-based coatings.
Precise control of moisture and dry coat weight is critical to ensuring coating uniformity across high-speed coil and sheet processing lines. Both undercoating and overcoating cause major downstream issues:
- Too little coating: poor corrosion resistance, weak adhesion, paint failures
- Too much coating: flaking, powdering, smut, excessive chemical consumption, slow drying
- Incorrect moisture: flash rust, blistering, inconsistent film formation
MoistTech’s IR-3000 NIR sensor provides continuous, non-contact measurement of both moisture and coating weight at critical points on steel and aluminum finishing lines.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability
RECOMMENDED MEASUREMENT LOCATIONS
Pre-Treatment / Incoming Strip Moisture
Monitoring initial strip moisture ensures proper surface preparation and predictable chemical reaction. Residual moisture affects:
- Chemical pick-up
- Reaction uniformity
- Flash rust risk (steel)
- Streaking on aluminum
Typical strip moisture ranges: 0.1–0.5%, depending on temperature and rinse stage.
Post-Coater
This is the most important measurement point. After the conversion coating is applied (spray, dip, or roll-coat), wet coat weight and moisture determine the final performance of the coating. The IR-3000 can measure in real time:
- Wet coating thickness
- Wet coat weight (mg/ft² or g/m²)
- Moisture content before drying
- Chemical reaction consistency
Coating Thickness Accuracy: 0.1–0.01 micron (depending on adhesive & substrate)
Moisture Accuracy: ±0.05%
Analog Ranges: 0–10% moisture (expandable up to 40% if needed)
Outputs: Fully adjustable for PLCs, industrial networks, or data logging systems
Post-Dryer / Final Coat Weight Verification
After curing, the final coat weight must be stable and uniform across the strip. Final moisture should be 0–0.2%, ensuring:
- Corrosion resistance stability
- Coating adhesion to paint or lubricants
- Prevention of water spotting
- Consistency across coil width and length
The IR-3000 ensures the coating meets specifications before painting or packaging.