Overview
Maintaining the correct moisture content in dough is critical for achieving consistent product quality (± 0.2% moisture)
, improving texture, and reducing waste throughout production. By accurately monitoring and controlling dough moisture, manufacturers can ensure optimal consistency while minimizing energy use during the drying and baking stages.
Why Measure Moisture
Moisture levels in bakery dough directly affect the color, taste, appearance, stability, and shelf life of the final baked goods.
Quality Assurance
Energy Efficiency
Reduced Waste
Process Stability
MOISTURE & QUALITY CONTROL
Moisture levels in bakery dough directly affect the color, taste, appearance, stability, and shelf life of the final baked goods. The dough’s consistency is primarily influenced by water content and the flour’s ability to absorb it — factors that play a significant role in developing gluten structure and overall dough performance.
As dough is mixed, its consistency evolves, signaling the development of the gluten network. At a specific hydration level, dough consistency reflects texture and elasticity, both of which are determined by:
-
Protein quantity and quality
-
Starch damage levels
-
Pentosan concentration
Accurate management of these parameters leads to uniform dough characteristics and high-quality finished products.
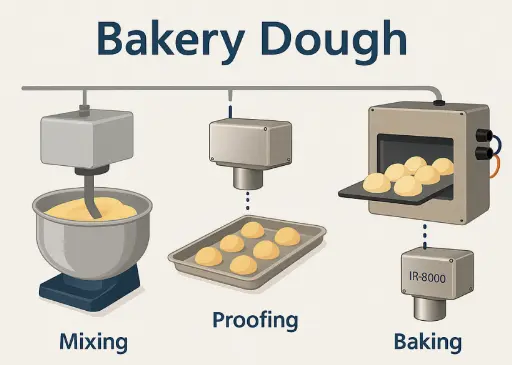
RECOMMENDED MEASUREMENT LOCATIONS
MoistTech’s online sensors can be easily integrated at critical points in the bakery line:
-
Mixers and blenders – for immediate dough consistency feedback
-
Dough feeders or dividers – to ensure uniform moisture prior to forming
-
Ovens and dryers – for final moisture verification before packaging
Measurements can be displayed locally on an external panel or tied into the plant’s PLC system for closed-loop control. The sensors’ stainless steel or food-grade nickel-plated housings are designed to withstand washdowns and comply with sanitary food processing standards.
Benefits:
-
Consistent dough quality and reduced waste
-
Optimized gluten development and texture
-
Energy savings from controlled drying and baking
-
Instant process feedback for improved efficiency
-
Typical accuracy: ±0.2% moisture
MoistTech’s IR-3000 series uses near-infrared (NIR) technology to provide instant, non-contact moisture measurement in real time. Continuous monitoring enables operators to make immediate adjustments during mixing and blending to maintain precise moisture targets. This allows for:
-
Improved dough homogeneity
-
Enhanced product quality
-
Reduced drying and baking times
-
Lower energy consumption and waste
Mixing consistency can be assessed either during or after mixing, and the IR-3000 provides detailed, reliable data on all moisture-related factors influencing dough performance.
Understand the Process
Maintaining the correct moisture content in the dough can improve quality and consistency, as well as prevent processing difficulties, decrease waste, and cutting energy costs during the drying and baking process.