Overview
Moisture is one of the most critical parameters in cheese manufacturing, directly influencing texture, yield, aging behavior, cutting characteristics, microbial safety, and final product classification. Cheese moisture levels vary widely by type, and even small deviations can lead to:
-
Excess whey retention
-
Soft or weak body
-
Poor sliceability
-
Cracking or brittleness
-
Uncontrolled fermentation
-
Inconsistent aging and flavor development
-
Regulatory non-compliance (cheese classes are moisture-defined)
Traditional laboratory testing (oven-dry or Karl Fischer) is slow and cannot prevent out-of-spec production in real time. MoistTech’s IR-3000 NIR sensor provides continuous, non-contact moisture measurement during curd formation, pre-press, pressing, and post-press handling, ensuring consistent cheese quality and maximizing yield.
Why Measure Moisture
MoistTech’s NIR moisture system provides major production advantage.
Quality Assurance

Energy Efficiency

Reduced Waste

Process Stability

Safety
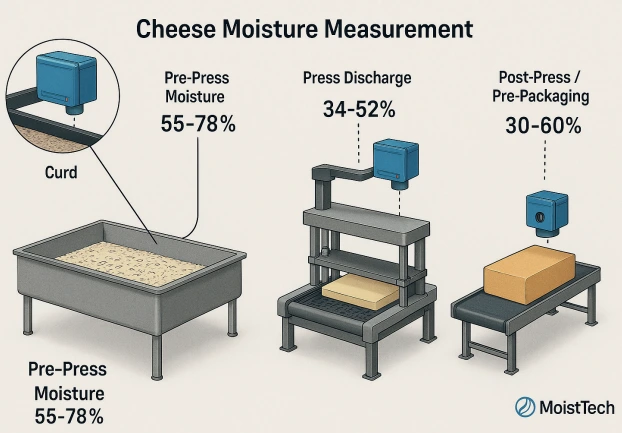
RECOMMENDED MEASUREMENT LOCATIONS
Curd Draining / Pre-Press Moisture
During whey separation and curd formation, moisture determines the cheese body and final composition. Accurate, real-time measurement prevents:
-
Overly wet curds: Soft texture, microbial instability
-
Overly dry curds: Low yield, excessive fines, poor knit
Typical pre-press curd moisture: 55–78%, depending on cheese type.
Press Discharge / Block Formation
After pressing, moisture is stabilized and largely determines final classification. MoistTech’s IR-3000 allows operators to:
-
Control pressing parameters
-
Standardize moisture-to-fat ratio
-
Improve consistency between batches
-
Minimize trimming and rework
Post-Press / Pre-Packaging
Measuring moisture before packaging ensures the product meets labeling and regulatory requirements and maintains quality throughout distribution.
-
Hard cheeses: 30–39%
-
Semi-hard cheeses: 40–45%
-
Soft/Fresh cheeses: 48–60%
The IR-3000 is unaffected by variations in curd size, temperature, color, or fat content, making it ideal for dairy plants with mixed product lines. Moisture control is fundamental to cheese quality, classification, safety, and yield. MoistTech’s IR-3000 provides accurate, real-time moisture measurement at critical stages of the cheesemaking process—curd draining, pressing, and post-press handling. This ensures a consistent final product, reduces waste, enhances aging properties, and increases profitability for cheese manufacturers worldwide.
Understand the Process
Do you know how beneficial moisture control is? Reduce dryer usage and energy costs by knowing the exact temperature the dryer should be for optimal energy usage.