Overview
Moisture is one of the most critical parameters in chocolate manufacturing, directly influencing texture, viscosity, flavor release, particle flow, shelf life, and overall product stability. Because chocolate is a low-moisture, fat-based system, even extremely small moisture changes—fractions of a percent—can cause:
-
Sugar bloom
-
Thickened or seized chocolate mass
-
Poor flow characteristics
-
Grainy mouthfeel
-
Inconsistent tempering
-
Reduced gloss and snap
-
Manufacturing stoppages in pumps, lines, and depositor heads
Traditional moisture tests, such as loss-on-drying, are slow and labor-intensive. MoistTech’s IR-3000 NIR moisture sensor delivers instant, continuous, non-contact measurements for accurate control during refining, mixing, conching, tempering, and finishing.
Precise moisture management is essential in chocolate manufacturing, where extremely small moisture variations can alter viscosity, flavor, and final product quality. MoistTech’s IR-3000 provides accurate, continuous, non-contact moisture measurement at key stages:
-
Ingredient Feed
-
Refining / Mixing
-
Conching Discharge
-
Final Product Verification
This ensures consistent processing performance, higher quality chocolate, reduced waste, and stabilized production across all chocolate formulations.
Why Moisture Measurement
Real-time moisture control provides major advantages.
Quality Assurance

Energy Efficiency

Reduced Waste

Process Stability

Safety
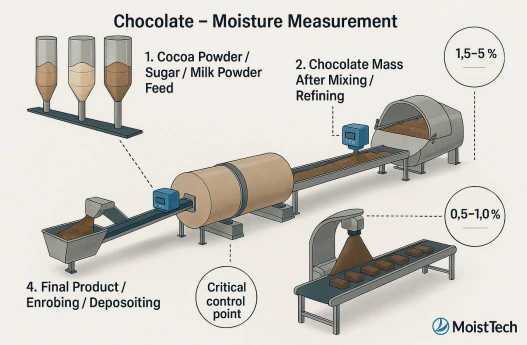
RECOMMENDED MEASUREMENT LOCATIONS
Cocoa Powder / Sugar / Milk Powder Feed (Incoming Dry Ingredients)
The moisture content of dry ingredients has a major impact on refining and mixing behavior. Variability here can change viscosity, conching efficiency, and final chocolate texture.
Typical incoming material moisture: 1.5–5%, depending on ingredient. Monitoring at this stage provides stable input conditions for all downstream processes.
Chocolate Mass After Mixing / Refining
Moisture at this stage determines:
-
Flow properties
-
Fat crystallization behavior
-
Particle dispersion
-
Susceptibility to seizing
-
Conching performance
Target chocolate mass moisture after refining: < 1.5% (ideally 0.8–1.2% for most chocolate types)
The IR-3000 provides real-time feedback to prevent over-thickening or moisture pickup.
Conching Discharge / Pre-Tempering
During conching, volatile acids and moisture are driven off. Accurate moisture control ensures consistent flavor development and stable viscosity.
Typical moisture exiting conching: 0.5–1.0%, depending on recipe and conche design. Monitoring here stabilizes downstream tempering conditions.
Understand the Process
MoistTech has thousands of installations in a wide variety of food products, from slurries to powders. While moisture is our major focus, we also supply analyzers for the continuous online measurement of protein, fat/oil, sugar, caffeine and other constituents/elements that absorb the NIR beam.