Overview
Moisture content in coffee beans plays a critical role in determining the flavor, aroma, and overall quality of the final product. Whether working with green beans, roasted beans, or instant coffee, maintaining precise and consistent moisture levels is essential to ensuring an exceptional cup. MoistTech’s advanced moisture measurement and control technology provides coffee producers with the accuracy and reliability necessary to maintain optimal conditions throughout processing—minimizing waste, improving energy efficiency, and guaranteeing product consistency.
Why Measure Moisture
Coffee beans are highly sensitive to moisture variations, which can significantly affect their physical properties and roasting performance.
Quality Assurance

Energy Efficiency

Reduced Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
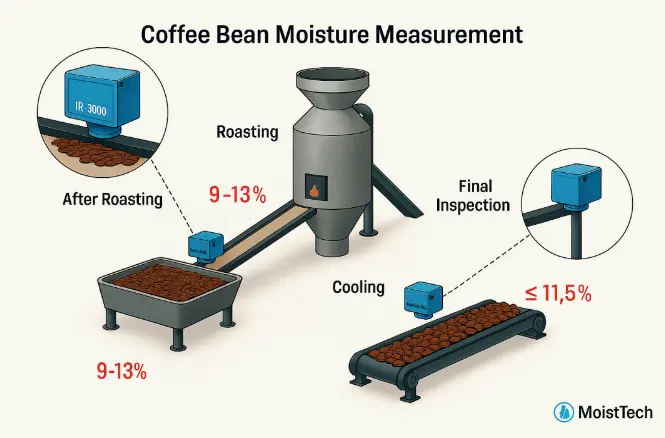
To achieve total process control, MoistTech recommends installing IR-3000 sensors at the following stages:
- Green Bean Storage: Monitor incoming moisture before roasting to determine drying needs.
- Post-Roast Cooling: Ensure beans are at target moisture to lock in flavor and prevent over-drying.
- Grinding Line: Control ground coffee moisture for consistent flow and packaging.
- Instant Coffee Processing: Verify proper moisture during drying and agglomeration for quality assurance.
These strategic placements provide operators with real-time feedback to make immediate line adjustments, ensuring consistent quality from bean to bag.
The MoistTech IR-3000 series is designed to deliver continuous, non-contact, real-time measurements of moisture and other constituents in coffee production. Key advantages include:
- Accuracy within ±0.2% moisture
- Fully pre-calibrated for coffee applications
- Unaffected by color, size, or ingredient variations
- Optional food-grade stainless steel model for hygienic environments
- Integration with existing PLCs or plant control systems
Understand the Process
Very accurate coffee bean moisture levels have become a critical component during production of coffee. Without close attention, the coffee bean can easily become either too wet or dry and wastes the processors’ time or money.