Powdered Milk Moisture Content
Contact Us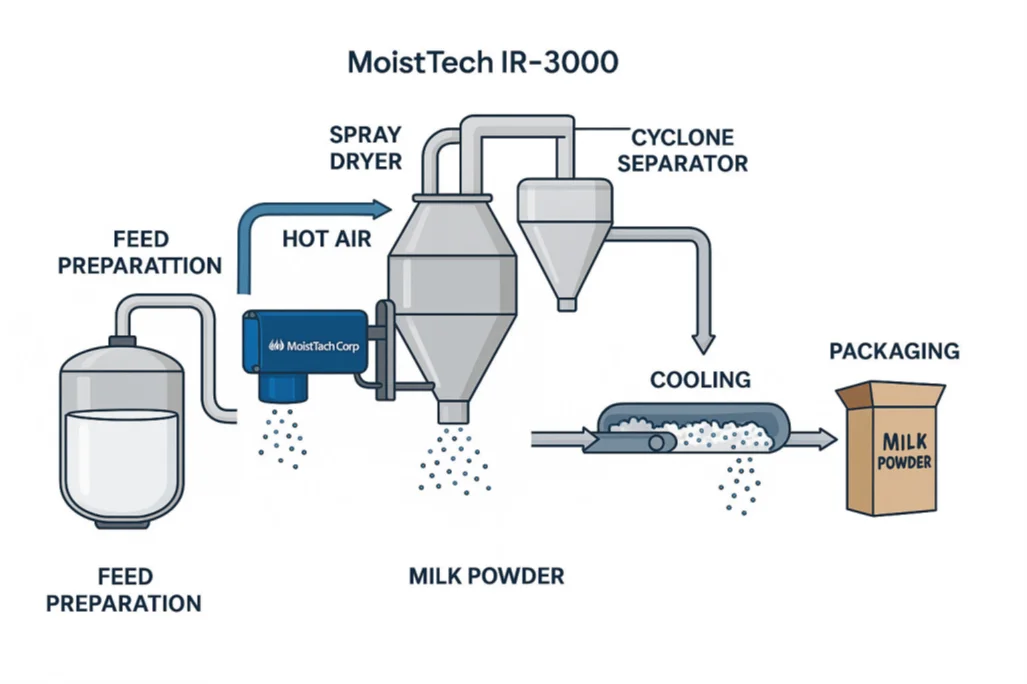
Overview
Accurate moisture measurement and control is essential in milk powder production to ensure product stability, nutritional value, and extended shelf life. The drying process is critical, and maintaining proper moisture levels ensures the milk powder remains safe for storage, easy to handle, and consistent in quality.
With MoistTech’s IR-3000 Moisture Sensor, dairy processors can continuously monitor moisture levels in real time, optimizing dryer performance and improving product uniformity while reducing waste and energy consumption
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
Feed Preparation
Raw milk is standardized, pasteurized, and concentrated through evaporation to reduce initial water content.
Atomization
The concentrated milk is atomized into fine droplets before entering the drying chamber.
Spray Drying
Hot air rapidly removes moisture, forming fine milk powder particles.
Separation & Cooling
Dried particles are collected in a cyclone separator and cooled to prevent clumping.
Packaging
The powder is weighed and sealed in moisture-proof packaging to preserve freshness.
Ideal measurement locations include the post-spray dryer outlet, before the packaging line, and during the powder cooling stage, with a target moisture range of 3%–4%.
Understand the Process
Immediate ROI is realized with the installation of a moisture measurement system, as plant controllers can instantly observe reduced waste, energy consumption, and an overall increase in product quality.