Overview
Salt production requires precise moisture control to maintain product consistency, optimize drying efficiency, and ensure maximum shelf life. Because salt is highly hygroscopic, quickly absorbing or losing moisture from the surrounding environment, continuous monitoring of moisture content is essential to produce high-quality, stable material.
MoistTech’s advanced NIR (Near-Infrared) moisture sensors provide real-time, non-contact measurement, enabling salt producers to achieve tighter process control, reduce energy consumption, and prevent over-drying or waste.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
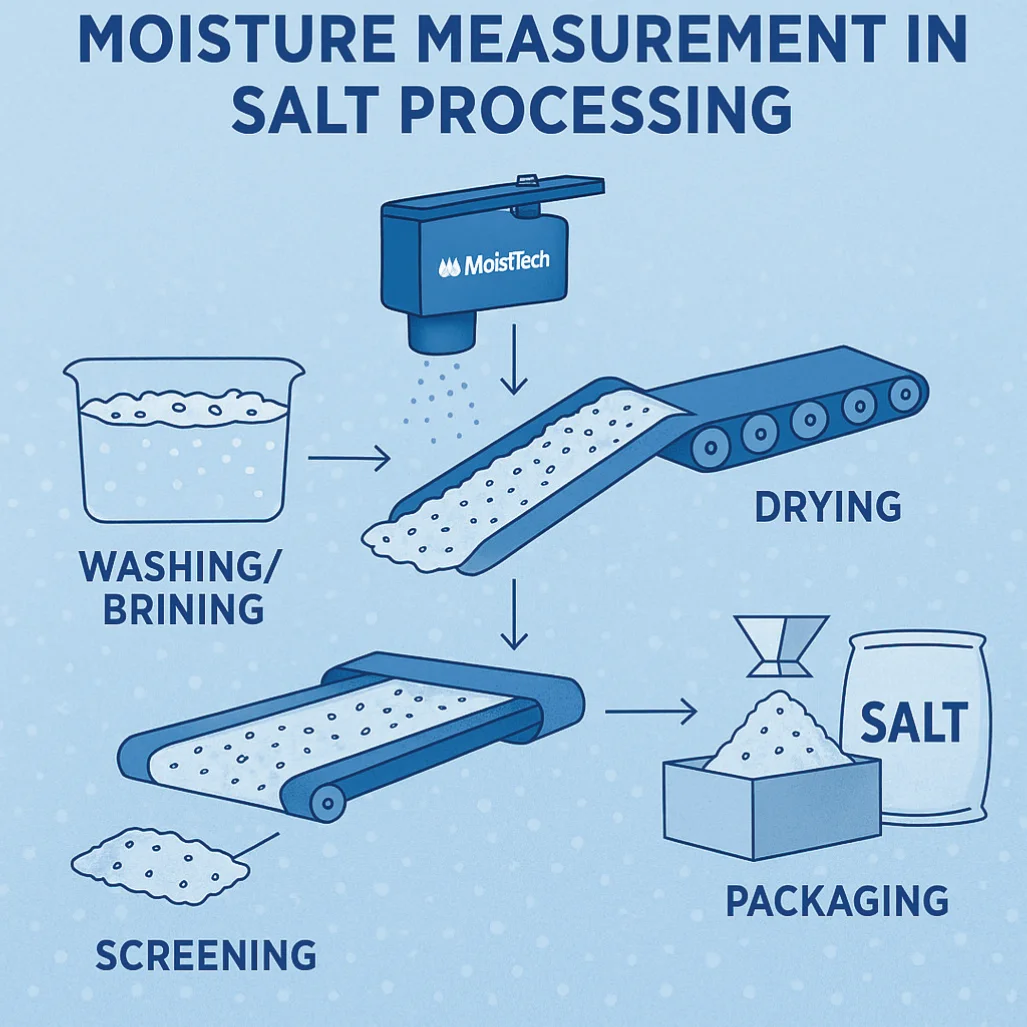
RECOMMENDED MEASUREMENT LOCATIONS
Post-Washing or Brining Stages
Used to monitor residual surface moisture after washing or brining.
At the Dryer Exit
Used for process optimization and energy control after drying.
Before Packaging or Storage
Used to verify final product stability before packaging or storage.
The on-line sensors can be installed above conveyor belts, screw conveyors, or hoppers, with data transmitted to a centralized display or PLC for real-time process adjustments. MoistTech’s precision measurement provides accuracy within ±0.005% moisture, with an optimum moisture content below 4% for treated sodium chloride salt.
Understand the Process
Salt processing is extremely sensitive to moisture content. Regulating the moisture content during the drying process optimizes production for best quality and savings in energy.