Overview
Achieving and maintaining correct moisture levels in spice powders is a critical component during processing. Spices and seasonings, derived from herbs, seeds, extracts, and other natural sources, are key ingredients that define flavor, aroma, and overall food quality. However, due to their fine particulate structure and hygroscopic properties, spices can easily become too wet or too dry, leading to clumping, reduced shelf life, and product waste.
MoistTech’s state-of-the-art IR-3000 moisture control technology provides non-contact, immediate, and precise moisture readings, allowing manufacturers to optimize process efficiency, improve quality, and ensure consistent end products.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
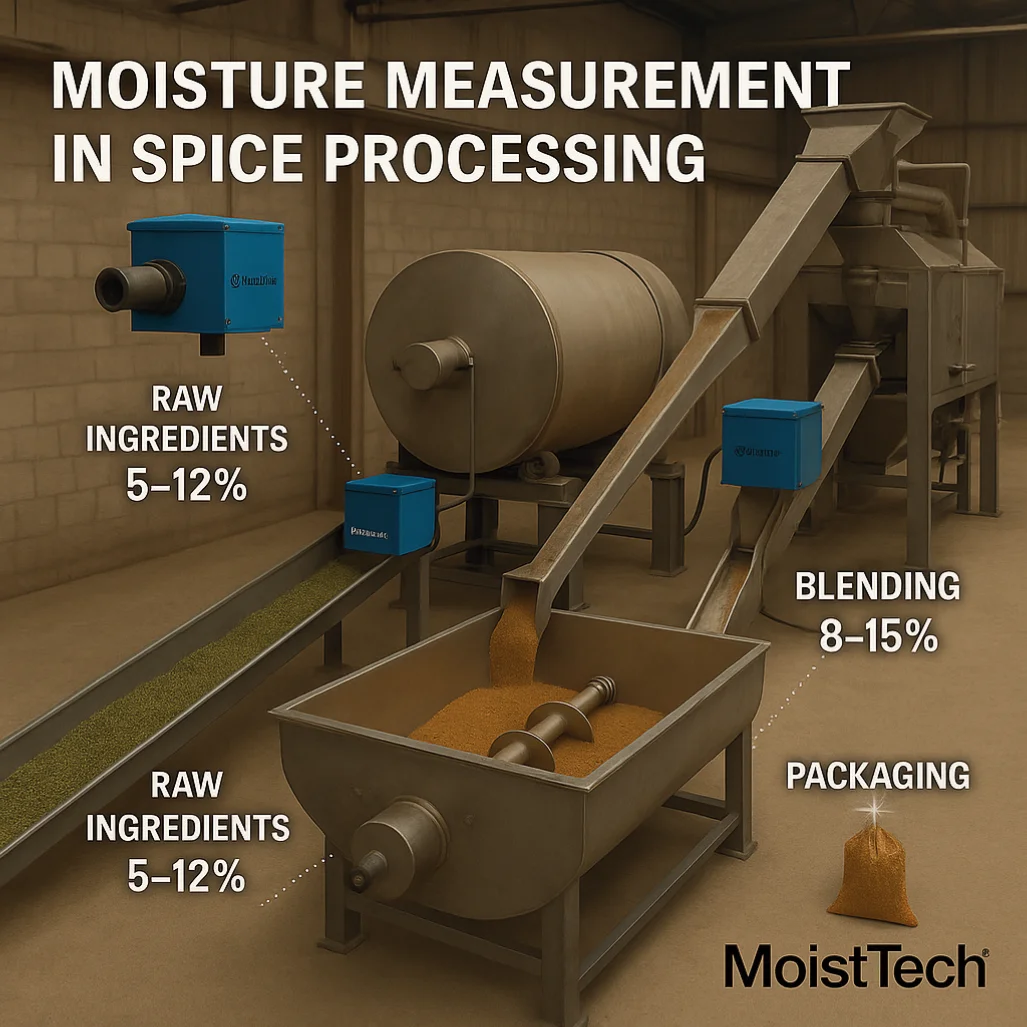
RECOMMENDED MEASUREMENT LOCATIONS
Incoming Ingredients
Measures moisture in raw herbs, seeds, and extracts before grinding or blending. The process image shows raw ingredients at 5–12% moisture.
Post-Drying
Ensures proper moisture reduction before final milling.
Blending Process
Monitors moisture uniformity across mixed spice blends. The process image shows blending at 8–15% moisture.
Final Product
Verifies ideal moisture content before packaging and sealing.
The IR-3000 Series provides continuous, non-contact moisture measurement with typical accuracy of ±0.1%, is unaffected by material color, particle size, or ambient light, and integrates with PLCs and external data systems for real-time control.
Understand the Process
MoistTech’s technology allows our products to measure moisture without direct contact with the product, providing accurate results without creating any waste or causing contamination. Since the technology uses a simple light source for measurement, our equipment allows for longer use!