Overview
Limestone serves as a fundamental raw material across numerous industries, including construction, agriculture, and manufacturing. Controlling the moisture content in crushed limestone during processing is essential to maintaining consistent product quality, meeting emission requirements, and ensuring smooth equipment performance.
Moisture levels influence several critical factors in limestone production—excess moisture can cause screen blockages, increase material buildup, and reduce dryer efficiency, while insufficient moisture can lead to dust generation and product segregation. Continuous, real-time moisture measurement with the MoistTech IR-3000 NIR Sensor allows operators to maintain the ideal moisture balance, resulting in improved efficiency, reduced waste, and enhanced product uniformity.
Why Measure Moisture
Quality Assurance

Energy Efficiency

Reduced Waste

Process Stability

Safety
Typical Moisture Ranges
| Process Stage | Optimal Moisture Range |
|---|---|
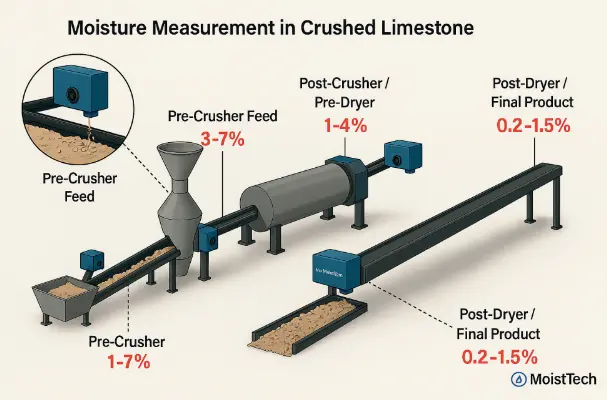
| Pre-Crusher Feed | 3 – 7% |
| Post-Crusher / Pre-Dryer | 1 – 4% |
| Post-Dryer / Final Product | 0.2 – 1.5% |
RECOMMENDED MEASUREMENT LOCATIONS
To optimize process control, sensors should be strategically placed at key stages:
- Sensor 1 – Pre-Crusher Feed: Measures incoming raw material moisture (typically 3–7%) to determine necessary drying or washing adjustments.
- Sensor 2 – Post-Crusher / Pre-Dryer: Monitors moisture after crushing and washing for quality consistency (1–4%).
- Sensor 3 – Post-Dryer / Final Product: Ensures the finished product meets moisture specifications for transport and storage (0.2–1.5%).
Each IR-3000 sensor can be installed above conveyors, at dryer exits, or within silos or hoppers to continuously transmit real-time data to control systems.
Understand the Process
Moisture measurement and control in limestone mixture. With multiple uses including building materials, civil engineering, the chemical industry, agriculture, drinking water treatment and sewage treatment. The angle of repose for hydrated lime varies considerably with moisture content.