Dried Distillers Grains
Overview
Moisture control in DDG production is vital to ensure product quality, process stability, and safe storage. Dried Distillers’ Grains (DDG) are valuable byproducts of ethanol distillation from crops such as corn, sorghum, and barley, widely used in animal feed, pet food, fuel, and aquaculture bait. Proper moisture management ensures that the product maintains its nutritional and physical integrity, prevents mold growth, and optimizes energy use during drying.
During production, the DDG passes through stages of drying, conditioning, and pelletizing. If the material contains excess moisture, it can lead to pellet mill plugging and energy loss; if it is too dry, the product becomes brittle and loses nutritional value. Continuous, real-time moisture measurement with MoistTech’s IR-3000 NIR Sensor allows operators to make immediate process adjustments, optimizing drying efficiency and ensuring consistent, high-quality output.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
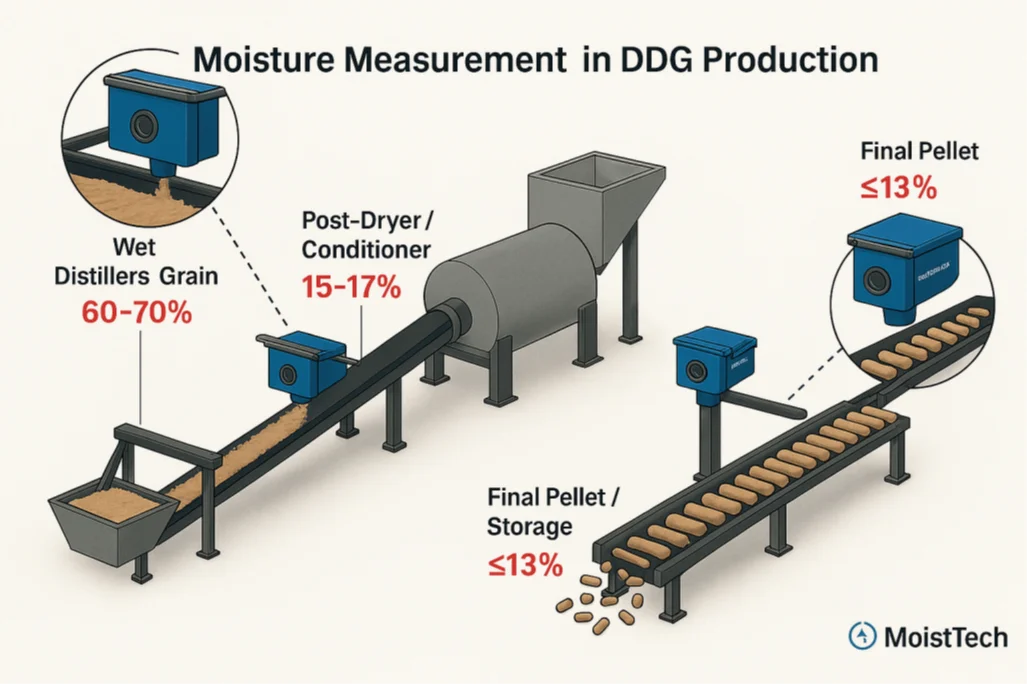
RECOMMENDED MEASUREMENT LOCATIONS
Optimal process control can be achieved by installing sensors at key points in the DDG production line:
-
Sensor 1 – Wet Distillers Grain Feed
Monitors moisture of material entering the dryer (typically 60–70%) to control drying efficiency.. -
Sensor 2 – Post-Dryer / Conditioner
Measures moisture at the conditioner discharge (15–17%) to maintain correct texture and uniformity for pelleting. -
Sensor 3 – Final Pellet / Storage
Ensures final product moisture is below 13%, providing safe storage and long shelf life.
Understand the Process
Spent grain is a waste product of the brewing industry. It comes from grains like wheat, barley, corn, and rice that are used in the production of alcohol. Once the grain is fermented and the alcoholic solution drawn off, the material left over is called spent grain. It is usually very wet with 80% to 85% moisture content.