Fly Ash Moisture
Overview
Moisture control in fly ash processing is vital for product quality, environmental safety, and operational efficiency. Fly ash, a byproduct of coal combustion, is widely used as a substitute for natural soil in embankment, fill, and stabilization applications. Maintaining precise moisture levels during processing ensures that the material can be compacted effectively, minimizing dust and maximizing density for optimal performance.
When fly ash is too dry, it becomes dusty and difficult to manage, leading to material loss and air quality concerns. When too wet, it becomes heavy and unworkable, reducing compaction strength and increasing handling costs. The MoistTech IR-3000 Near-Infrared (NIR) Moisture Sensor provides continuous, real-time moisture monitoring, ensuring that the fly ash remains within its ideal moisture range for processing, handling, and end-use performance.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
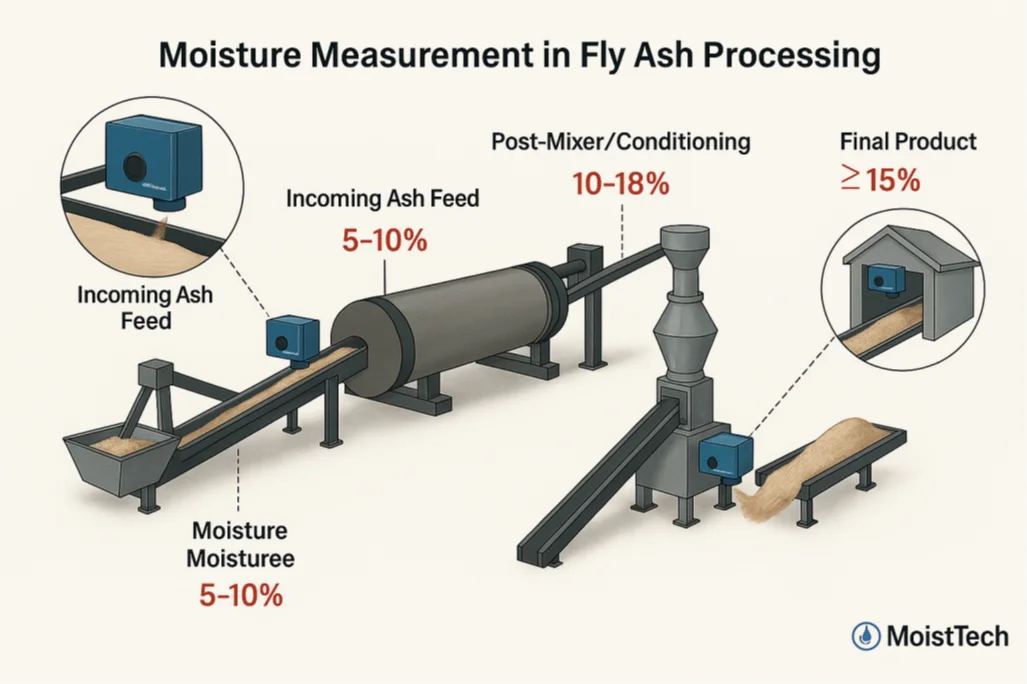
RECOMMENDED MEASUREMENT LOCATIONS
Sensor 1 – Incoming Ash Feed
Measures raw fly ash moisture (typically 5–10%) before conditioning or mixing.
Sensor 2 – Post-Mixer / Conditioning Stage
Monitors moisture during stabilization or blending (10–18%) to maintain target compaction and dust control.
Sensor 3 – Final Product / Storage
Verifies final material moisture (8–15%) before stockpiling or shipment to ensure safe handling and consistent field performance.
Each sensor provides real-time data to external displays or PLCs for automatic system adjustments and optimized dryer control.
The MoistTech IR-3000 provides unmatched accuracy and reliability for monitoring fly ash moisture in both wet and dry processing environments. Its non-contact design, resistance to dust, and stable NIR technology make it ideal for challenging industrial applications.
By implementing MoistTech’s real-time moisture control technology, operators can maintain fly ash at its optimum moisture content, resulting in improved compaction, reduced dust, and more efficient, environmentally responsible production.
Understand the Process
Product moisture content is an important factor for the facility to maintain to ensure the end product is top quality and energy usage is kept to a minimum.