Overview
As hemp and cannabis production expand across industrial and commercial applications, maintaining precise moisture control has become essential for product quality, process efficiency, and energy savings. Hemp is used in manufacturing plastics, textiles, rope, oils, foods, and beverages, while its fibers can also be converted into biofuels such as biodiesel and ethanol.
In both hemp and cannabis, moisture content directly impacts drying efficiency, storage stability, and final product quality. Excess moisture can cause microbial growth, spoilage, or product degradation. Too little moisture leads to brittle material, reduced yield, and product loss. Consistent monitoring and control are key to achieving premium-grade results in every phase of production.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
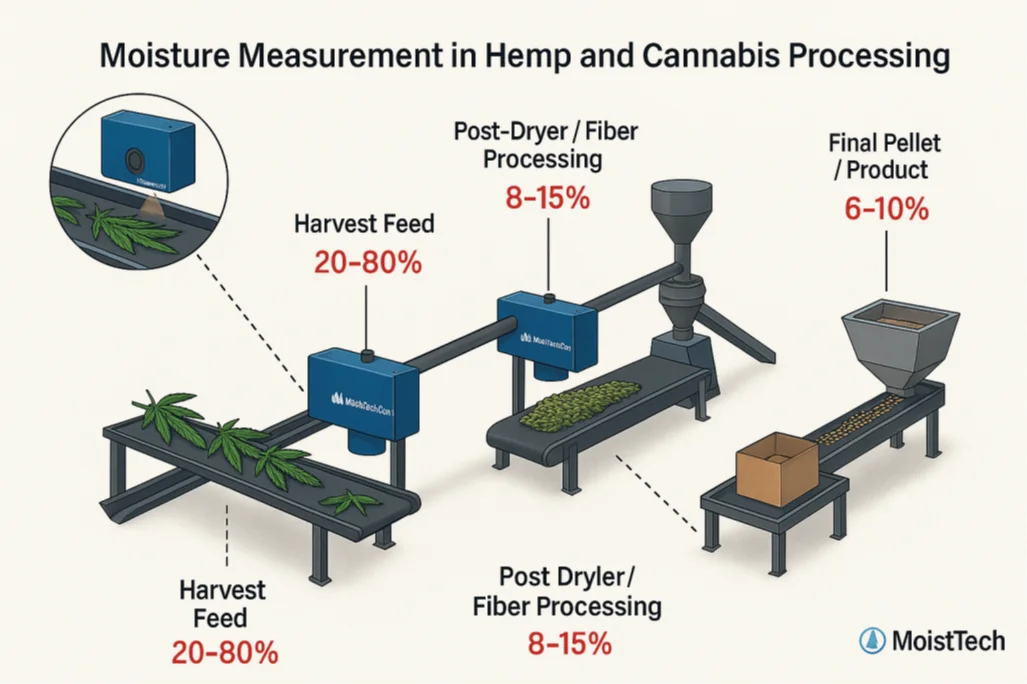
Sensor 1 – Incoming Plant Material
Measures raw hemp or cannabis moisture immediately after harvest, typically 20–80% depending on the cut and strain. This helps adjust drying parameters and prevent energy waste.
Sensor 2 – Post-Dryer / Fiber Processing
Monitors partially processed material during milling or dust removal at 8–15% to ensure proper consistency and reduce static and fiber damage.
Sensor 3 – Pelletizing / Packaging Stage
Ensures ideal moisture levels of 6–10% before pressing or packaging. Maintaining the correct range prevents microbial contamination and guarantees long-term storage stability.
Mounting Options
The MoistTech IR-3000 NIR Sensor can be mounted above belt conveyors during raw feed and post-dryer stages, at hopper or pelletizer exits for finished product monitoring, and in laboratory environments for sample testing and verification.
Real-time measurements are displayed on an external panel or integrated into PLC systems for automatic dryer and airflow control.
Understand the Process
Using the IR-3000 drastically cuts production costs. It is energy efficient, low maintenance, and decreases startup and down times. Over dried product causes waste; so does product that is too moist. With the IR-3000, these problems will no longer be an issue.