Overview
In the mineral processing industry, accurate moisture measurement is essential for maintaining consistent product quality, optimizing energy efficiency, and ensuring stable operation throughout mining and refining. Moisture content in gold ore directly affects crushing, leaching, filtering, and smelting efficiency. Improper moisture levels can cause bottlenecks, energy waste, and inconsistent recovery rates.
MoistTech’s IR-3000 Series sensors deliver instant, non-contact moisture readings using Near-Infrared (NIR) technology, providing both online continuous monitoring and laboratory spot testing capabilities. These systems enable operators to make real-time adjustments to improve throughput and product uniformity.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability
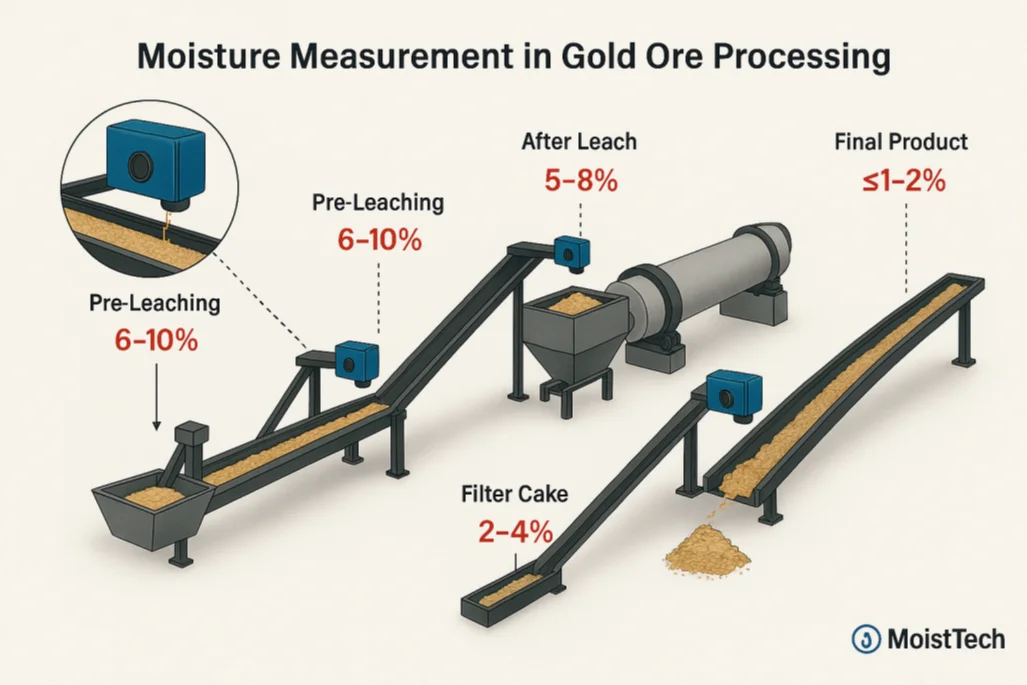
RECOMMENDED MEASUREMENT LOCATIONS
Pre-Leaching
Moisture range: 6–10%. Optimize slurry consistency and prevent over-dilution or compaction.
Post-Leach
Moisture range: 5–8%. Ensure efficient chemical recovery and solution handling.
Filter Discharge
Moisture range: 2–4%. Confirm proper dewatering to reduce downstream drying costs.
Pre-Furnace
Moisture range: 2–4%. Control feed moisture to improve furnace efficiency and fuel economy.
Pre-Shipping / Vessel Loading
Moisture range: ≤1–2%. Verify final moisture levels to minimize transport costs and prevent product degradation.
Understand the Process
Using the IR-3000 drastically cuts production costs. It is energy efficient, low maintenance, and decreases startup and down times. Over dried product causes waste; so does product that is too moist. With the IR-3000, these problems will no longer be an issue.