Overview
Potash, a key source of potassium, is primarily used in the production of fertilizers that support plant growth, increase crop yield, and improve water retention. Because potash is hygroscopic, it absorbs moisture from the air and requires precise moisture control throughout processing to maintain quality and prevent material handling issues.
After extraction, mined potash undergoes crushing, separation, drying, and granulation to form a usable product. Excess moisture can cause caking, clumping, and dust formation, while insufficient moisture can lead to poor compaction and irregular granule formation. MoistTech’s IR-3000 Near-Infrared (NIR) Moisture Sensor provides instant, non-contact, continuous moisture measurement, allowing operators to make immediate process adjustments that enhance efficiency and reduce waste.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability
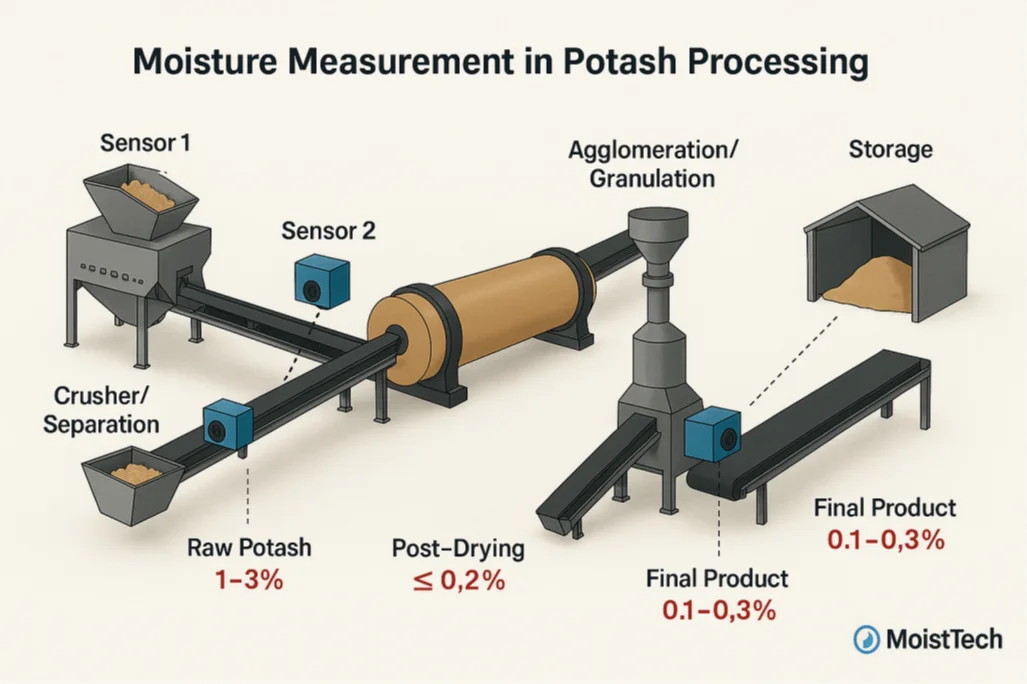
RECOMMENDED MEASUREMENT LOCATIONS
Sensor 1 – After Crushing / Separation
Monitors raw material moisture before entering the dryer at 1–3%.
Sensor 2 – Dryer Output
Ensures the material exits the dryer at the correct moisture content, minimizing energy waste and over-drying at ≤0.2% to prevent caking and dusting.
Sensor 3 – Post-Agglomeration / Final Product
Verifies moisture before packaging or storage to prevent clumping and product degradation at 0.1–0.3%.
MoistTech’s IR-3000 can be installed directly above conveyors, dryers, or material lines and integrated into PLC or SCADA systems for automated feedback control. The sensors are maintenance-free, resistant to vibration and dust, and unaffected by material color or size variations.
Understand the Process
Proper moisture control can make a huge difference in your production output. Get yours under control by ordering an NIR moisture control device from MoistTech today!