Overview
In the mineral processing industry, moisture measurement and control are critical at multiple stages of production to ensure consistent quality, improve efficiency, and minimize waste. MoistTech has extensive experience with thousands of successful installations worldwide in providing both online and laboratory moisture control systems.
MoistTech’s advanced Near-Infrared (NIR) technology enables real-time, non-contact moisture measurement, giving plant operators immediate feedback to make informed process adjustments. Moisture control not only improves product uniformity but also enhances dryer performance, reduces fuel consumption, and prevents material handling issues such as sticking, caking, and blockages.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
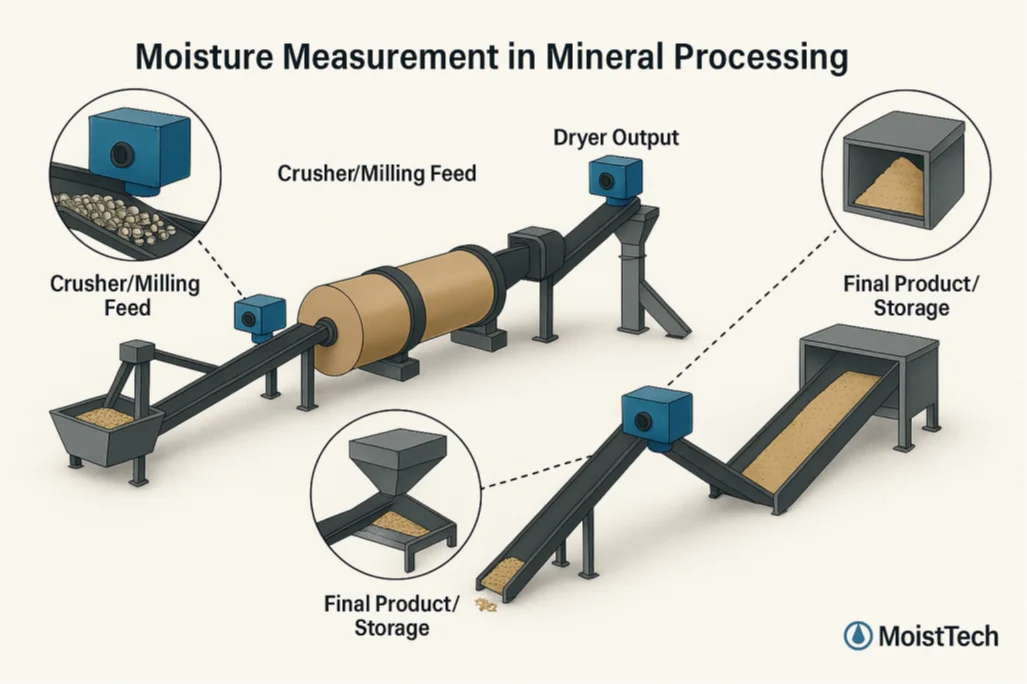
RECOMMENDED MEASUREMENT LOCATIONS
Sensor 1 – Crusher / Milling Feed
Measures raw material input moisture for blending control.
Sensor 2 – Dryer Output
Optimizes the drying process for energy savings and consistent output.
Sensor 3 – Final Product / Storage
Monitors moisture before packaging or transport.
Typical accuracy is ±0.1–0.2% moisture, with a measurement range of 0–75%.
The IR-3000 can be installed in any hopper, silo, material line, belt, or screw conveyor, as well as dryer inlets and outlets and quality control laboratories for offline verification.
All results are displayed on MoistTech’s external interface or integrated directly into your PLC or plant control system for automated feedback and control.
Understand the Process
Using the IR-3000, you’ll save money throughout the entire production process, while making the best quality product at the same time. With MoistTech, you don’t need to compromise.