Overview
Controlling the moisture content of sand is vital for consistent quality, energy efficiency, and reduced product waste in construction and aggregate industries. Sand serves as a key raw material in cement and concrete production, where the water-to-cement ratio directly affects the strength, durability, and performance of the final product.
Because sand particles are fine and porous, they readily absorb atmospheric moisture, resulting in constant variation in moisture levels. These fluctuations can cause significant inefficiencies during drying and processing, leading to clumping, excess dust, and inconsistent product quality. MoistTech’s IR-3000 NIR Moisture Sensor provides an instant, non-contact, and continuous moisture measurement solution to monitor these variations in real time, improving process efficiency and product uniformity.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
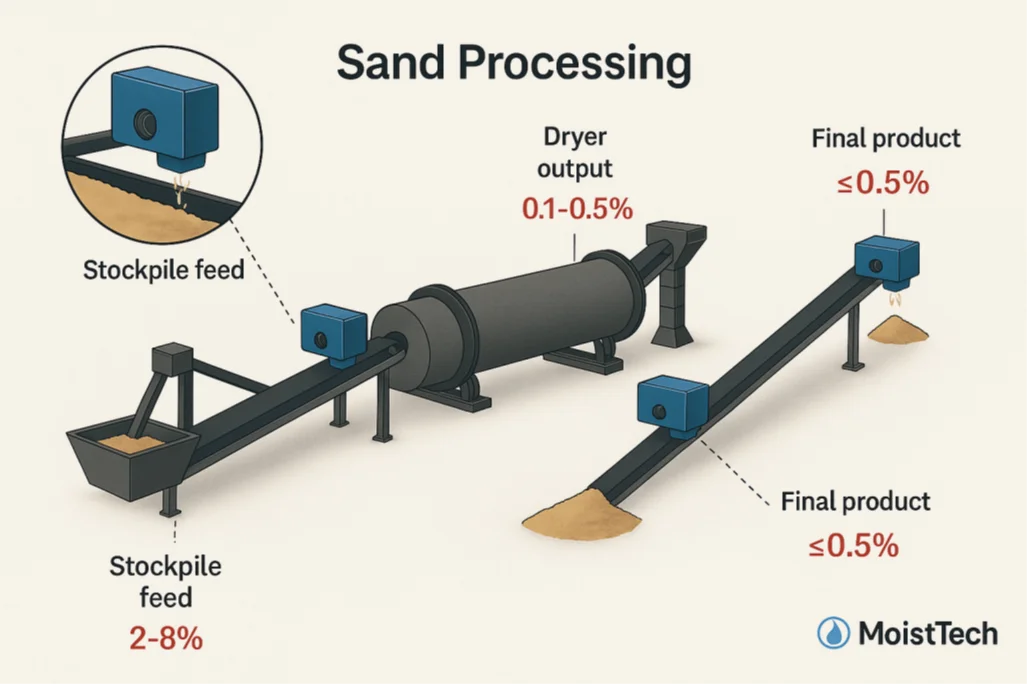
Sensor 1 – Stockpile / Conveyor Feed
Monitors incoming sand moisture, typically 2–8%, before entering the dryer to help stabilize drying efficiency.
Sensor 2 – Dryer Output
Measures final moisture levels after the rotary or fluid-bed dryer at 0.1–0.5% to ensure the product meets specification.
Sensor 3 – Final Product / Storage
Verifies that moisture levels remain stable before storage or transport, helping prevent clumping and airborne dust.
MoistTech’s IR-3000 can be installed directly above conveyors, dryers, or material lines and integrated into PLC or SCADA systems for automated feedback control. The sensors are maintenance-free, resistant to vibration and dust, and unaffected by material color or size variations.
Understand the Process
MoistTech’s advanced digital processing provides true, exact data regardless of gaps and interruptions of product flow on the belt or screw conveyor. Proper moisture measurement and control can mean the difference on the manufacturing line.