Overview
Moisture content plays a critical role in the processing, storage, and quality control of almonds. Whether almonds are processed as whole, blanched, sliced, diced, ground into meal, or used to produce almond flour, milk, or butter, precise moisture management ensures maximum yield, minimal waste, and superior product quality.
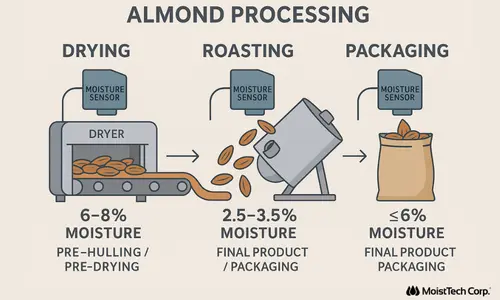
Maintaining optimal moisture levels prevents mold growth, spoilage, and breakage during hulling, slicing, roasting, and packaging. For processed almonds, the ideal moisture content is below 6%, while roasted almonds typically reach around 3%.
MoistTech’s IR-3000 Series provides accurate, non-contact measurement of both moisture and oil content in almonds, enabling operators to make real-time adjustments and maintain product consistency throughout production.
Why Measure Moisture
Accurate moisture control impacts multiple areas of almond production. Excess moisture leads to extended drying times, microbial contamination, and caking issues, while insufficient moisture can make the product brittle and increase processing losses.
Quality Assurance

Energy Efficiency

Reduced Waste

Process Stability

Safety
What is the Solution?
In almond processing, moisture and oil content measurement is essential for maintaining high
product quality, efficient operation, and reduced waste. The MoistTech IR-3000 Series offers a
robust, non-contact, and highly accurate solution for real-time monitoring and control—ensuring
every batch of almonds meets the highest standards of quality and freshness.
Installation
When is the best time to check moisture in the process? Normally after the pasteurizing and blanching process, the steaming process adds moisture to the product.
The MoistTech infrared sensors can be installed into any hopper, silo, material line, belt, or screw conveyor and the moisture results are displayed on a color touch screen or output on any of our many signal options.
Contact
We offer service and support throughout the world for our moisture measurement sensors and would be happy to connect you with a rep in your area.
Contact us today for more information!
Understand the Process
The high degree of quality control needed to ensure nuts are suitable for human consumption includes multiple factors including moisture content. Almond moisture content is critical to ensure that packaged or stored almonds do not deteriorate and that processed almonds have a minimum breakage or waste ensuring the final products quality.