Overview
Moisture and oil control in potato chip production are crucial elements that directly affect product quality, consistency, and profitability. Proper moisture management ensures the chips achieve the ideal crispness and taste while maintaining extended shelf life. Simultaneously, oil measurement ensures flavor consistency and compliance with nutritional labeling requirements.
MoistTech’s advanced moisture and oil sensors provide real-time monitoring, enabling immediate adjustments to reduce waste, downtime, and energy costs.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability
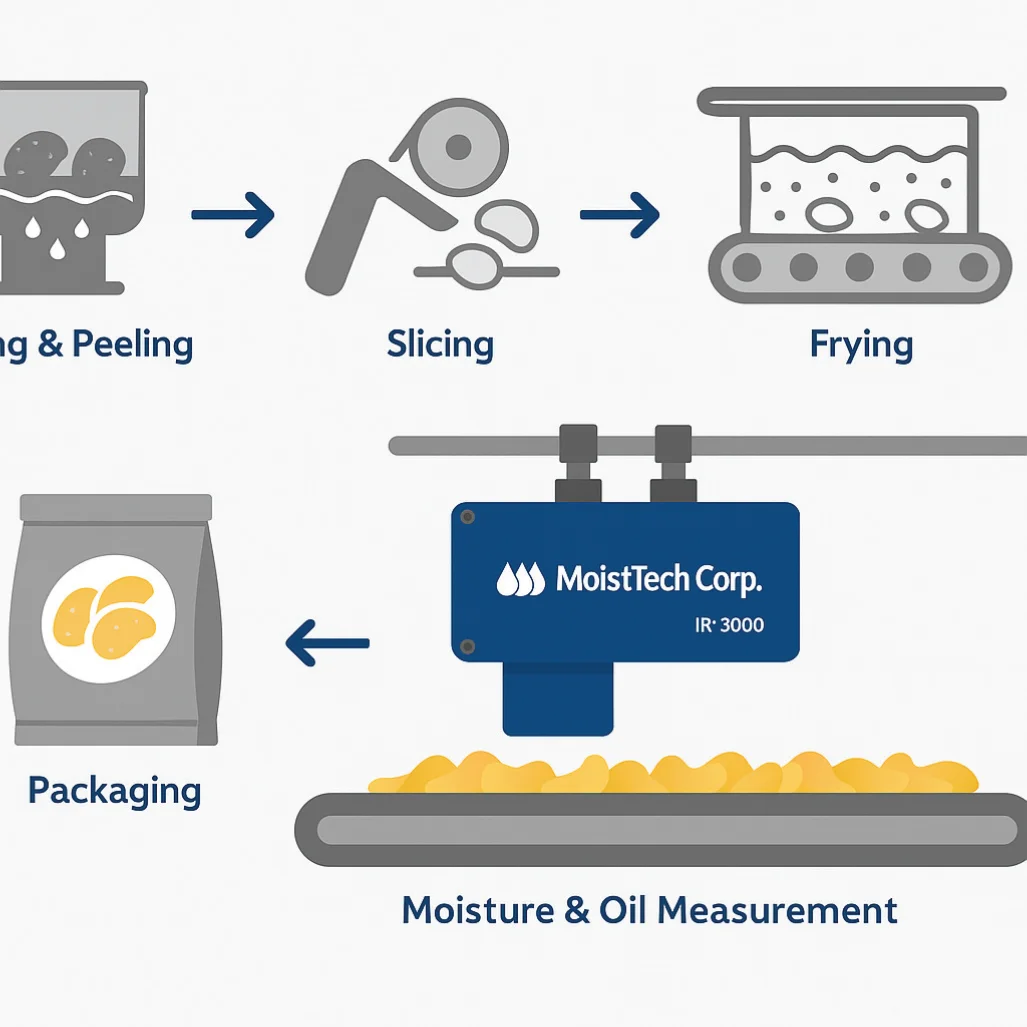
RECOMMENDED MEASUREMENT LOCATIONS
Above the Conveyor Belt at the Fryer Exit
Used for continuous real-time moisture and oil monitoring after frying.
In-Line Before the Packaging Process
Used for final moisture verification before packaging.
In Hoppers, Silos, or Material Lines
Used for batch processing systems and additional inline verification.
The moisture and oil data are displayed on an external display or PC, allowing for manual or automated process adjustments.
MoistTech’s IR-3000 Food Grade Series delivers precise, continuous moisture and oil readings in real time and is designed for harsh food production environments. It features food-safe Teflon coating, non-contact NIR technology, PLC integration, and zero drift calibration for long-term reliability.
Understand the Process
Instantly and accurately measure moisture and oil in potato chip manufacturing to ensure the highest quality and consistency! A moisture measurement system from MoistTech can ensure you stand out above the competition!