Overview
Controlling the amount of moisture in pretzels is a critical consideration for process operators to ensure product quality, consistency, and efficiency. Moisture levels influence everything from texture and color to flavor and shelf life. Too much or too little moisture negatively impacts production efficiency and the final baked product.
The MoistTech IR-3000 Series Moisture Sensor provides real-time, non-contact, continuous monitoring of moisture and oil content throughout the pretzel manufacturing process, allowing for immediate adjustments that ensure optimal product quality.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
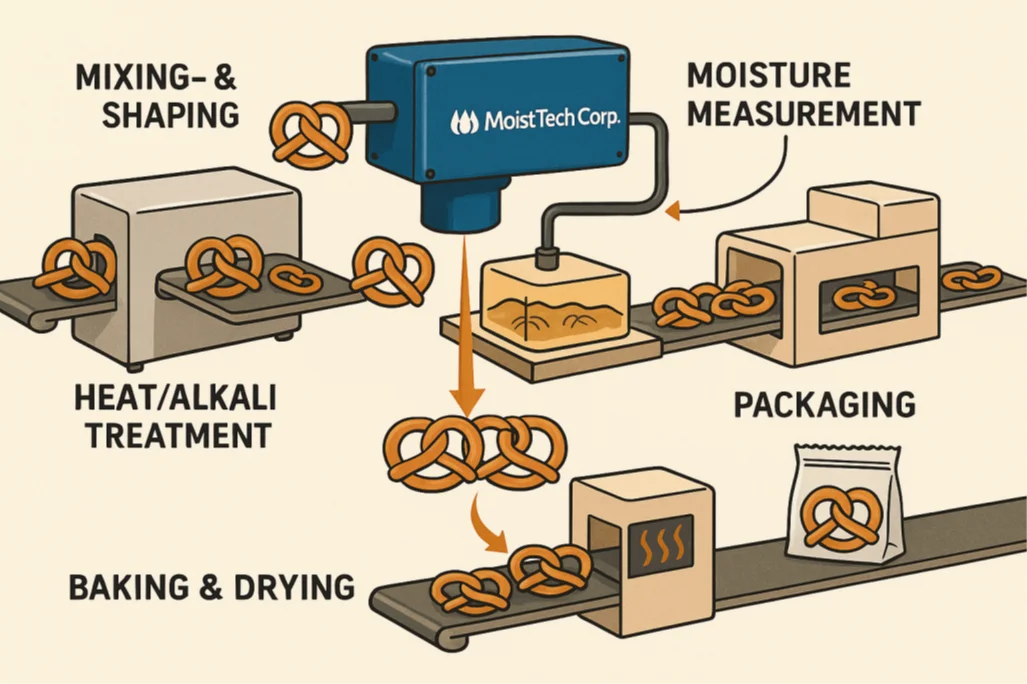
RECOMMENDED MEASUREMENT LOCATIONS
Mixing & Shaping
Dough moisture consistency affects elasticity, shaping precision, and structural stability. Variations in dough moisture can cause uneven shaping or breakage during twisting and forming.
Heat / Alkali Treatment
Maintaining consistent surface moisture helps ensure even coating and coloring during the caustic or lye treatment step.
Baking & Drying
After alkali treatment, pretzels are baked and dried to reach a final moisture content of approximately 2%. Proper moisture control helps ensure uniform texture, crunch, and extended shelf life.
Final Product Stability
Inconsistent drying or excessive moisture retention can lead to soft or rubbery pretzels, while over-drying can cause brittleness and product loss.
The MoistTech IR-3000 Food-Grade Sensor is engineered specifically for food manufacturing environments and features a food-grade Teflon coating with a polymeric viewing window for protection during frequent washdowns.
Understand the Process
During pretzel manufacturing, it is important to know the moisture content after the oven outlet as they can affect quality and consistency, as well as the taste, appearance, stability, and shelf life.