Overview
Why Measure Moisture
With precise moisture measurement and advanced NIR technology, the MoistTech IR-3000 delivers the reliability and control required to meet high industry standards in cotton fiber, yarn, and textile manufacturing.
Quality Assurance
Uniform moisture ensures consistent fiber and fabric performance across production
runs

Energy Efficiency
Can cause energy inefficiency during drying and curing

Reduced Waste
Minimizing waste,
rework, and dryer overuse directly reduces operating
expenses

Process Stability
Real-time monitoring
removes guesswork and supports automated line
adjustments

Safety
Stable moisture levels improve
machine performance and minimize stoppages
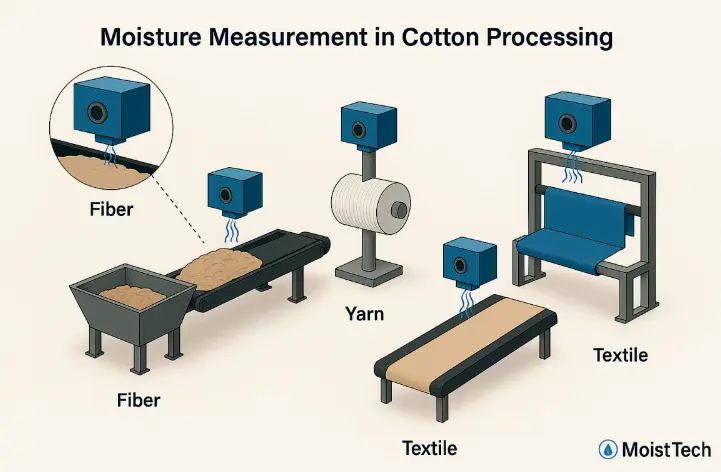
RECOMMENDED MEASUREMENT LOCATIONS
Cotton undergoes numerous stages before reaching its finished form. Moisture plays a critical role in nearly all of them:
Fiber Preparation:
Moisture affects fiber flexibility, strength, and carding performance. Too little moisture results in brittle fibers and increased breakage; too much can cause clumping and uneven feeding.
Yarn Manufacturing:
Consistent moisture is essential during spinning, winding, and twisting. Excess dryness leads to static buildup and yarn breakage, while high moisture affects yarn strength and uniformity.
Textile Processing & Finishing:
Operations such as:
- Slashing
- Bleaching
- Mercerizing
- Dyeing
- Washing & Cleaning
- Chemical Treatments
All depend on stable and predictable moisture levels. Deviations in moisture directly affect chemical uptake, dye penetration, appearance, and long-term durability of the finished textile.