Composite Board Moisture
Overview
Composite board is a versatile engineered wood product widely used in construction, furniture, and packaging. The manufacturing process involves combining wood fibers with adhesives and pressing the material under heat and pressure to create a solid board.
Moisture content plays a crucial role in ensuring that composite boards achieve the desired strength, durability, and surface quality. The IR-3000 Near-Infrared (NIR) Moisture Sensor provides accurate, non-contact moisture measurement at various stages of production, helping optimize quality and efficiency.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability
RECOMMENDED MEASUREMENT LOCATIONS
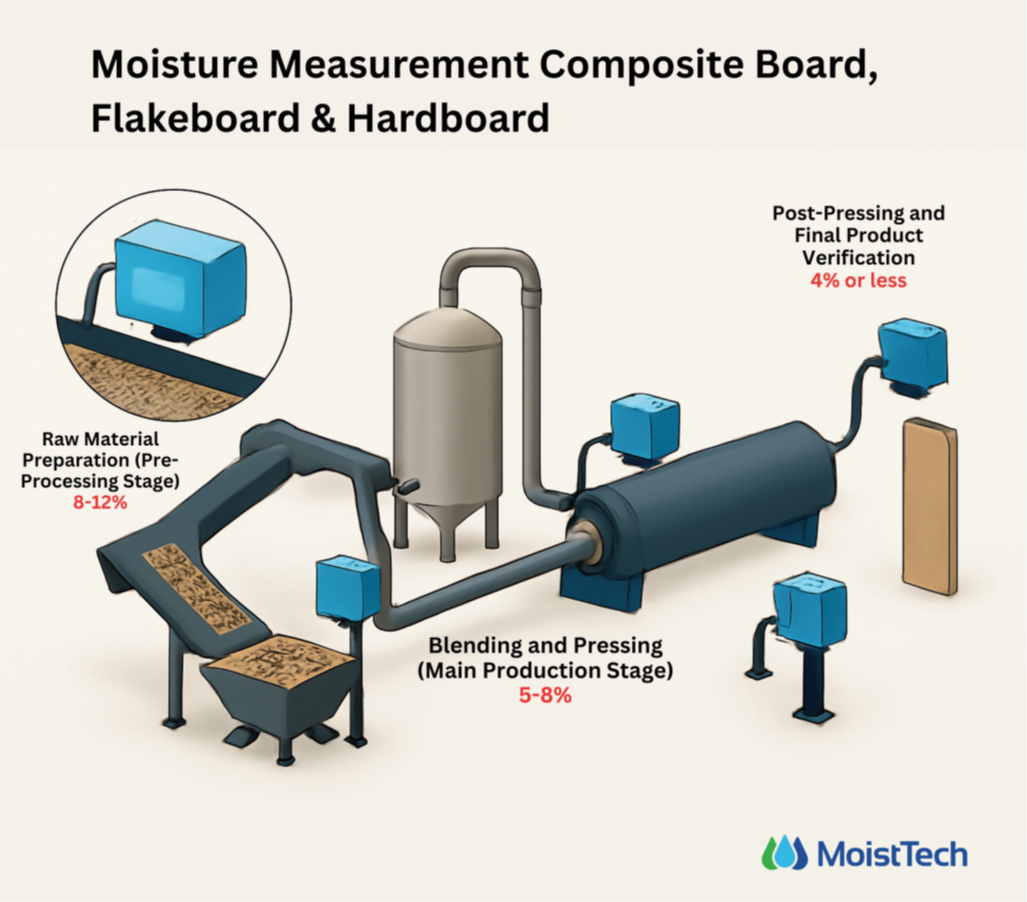
While the exact composition of composite boards can vary, the moisture measurement needs across these products are quite similar, focusing on raw material preparation, pressing, and final product verification:
Raw Material Preparation (Pre-Processing Stage)
- Moisture Range: 8–12% (varies depending on material type, e.g., wood chips, fibers, or flakes)
- Sensor Placement: In the hopper or conveyor belt system where the raw materials (wood fibers, chips, or flakes) are delivered for mixing.
- Benefit: Ensures that the raw materials are at the optimal moisture level before they are mixed with adhesives or resins, which affects the bonding and the pressing process.
Blending and Pressing (Main Production Stage)
- Moisture Range: 5–8%
- Sensor Placement: After the blending and mixing process, before the material enters the press for forming the boards.
- Benefit: Real-time monitoring of moisture content helps maintain consistency during the pressing process, ensuring that the boards are of the right density and strength without excessive shrinkage or cracking during drying.
Post-Pressing and Final Product Verification
- Moisture Range: ≤ 4%
- Sensor Placement: After the boards are pressed and before they are cooled, dried, or packaged for shipment.
- Benefit: Final moisture verification ensures that the product meets specifications for storage and end-use, preventing issues like warping, mold growth, or deformation.