Hog Fuel Moisture
Overview
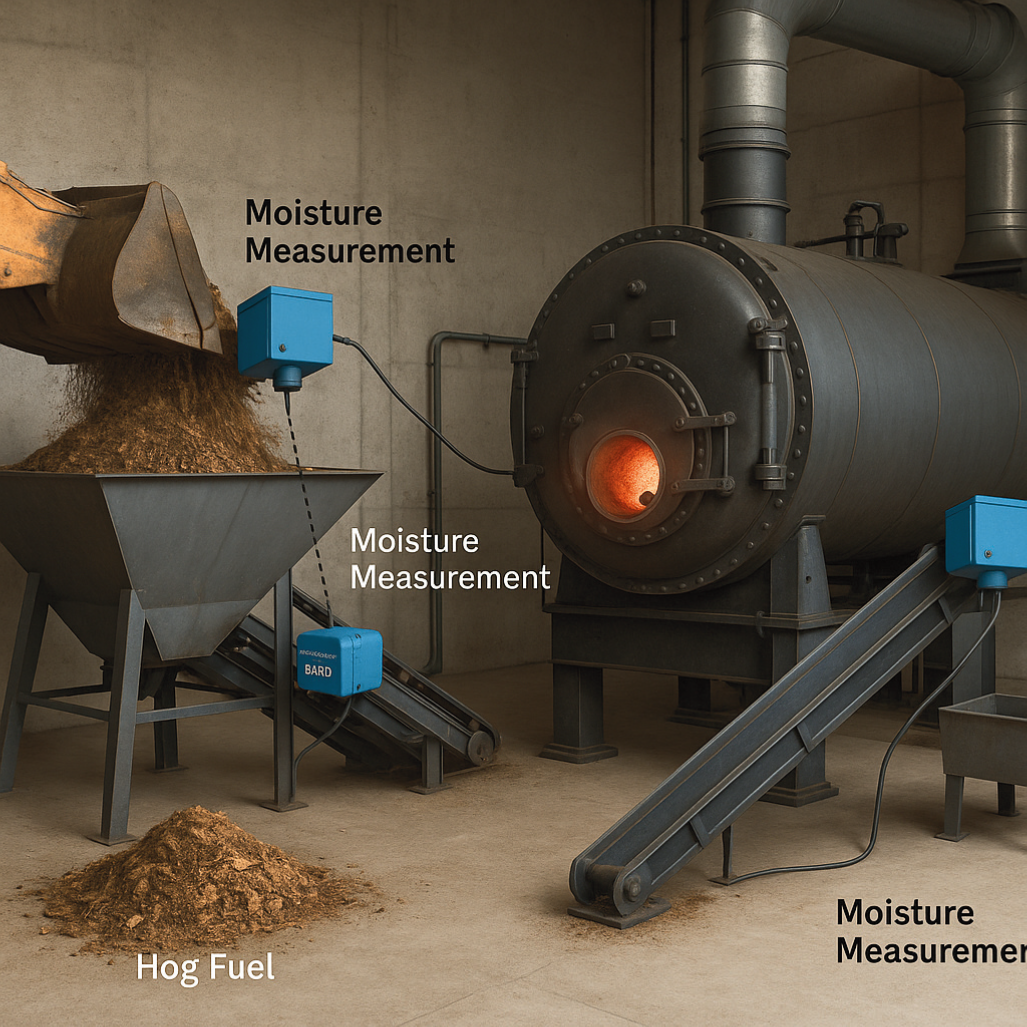
Hog fuel refers to a blend of wet wood materials and processing byproducts, including bark, sawdust, needles, wood shavings, and scrap wood of various species. It serves as a biofuel feedstock for large industrial and utility boilers, which often draw from multiple wood-processing sources to maintain a consistent supply.
Because of its variable composition and moisture content, accurate moisture control is essential to ensure optimal combustion and boiler efficiency. MoistTech’s IR-3000 Near-Infrared (NIR) Moisture Sensor delivers instant, non-contact, continuous moisture measurement, allowing operators to precisely monitor and regulate fuel quality in real time.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability
RECOMMENDED MEASUREMENT LOCATIONS
Feedstock Conveyor / Pre-Boiler Entry
Hog fuel is typically fed to boilers via conveyors or chutes. Measuring moisture as the fuel enters the combustion process enables direct control of the air/fuel ratio. Moisture levels can vary widely between 30–60%, depending on wood species, weather exposure, and handling.
Post-Drying / Storage Area
In operations where hog fuel is pre-dried before combustion, installing a sensor post-dryer ensures consistent moisture reduction to 25–35% for efficient ignition and steady heat generation.
Boiler Feed / Closed Loop
Moisture readings can be integrated directly into the plant PLC system to automatically adjust combustion air rates, fuel feed speed, or burner temperature. This automation improves combustion uniformity and reduces operator workload.
Understand the Process
Many biomass materials are produced as byproducts, residues or wastes from some other process, operation or industry. Most of these have a valuable energy content that can usefully be channeled into fuel.