Overview
Torrefied wood is wood that has been subjected to a thermal process in an oxygen-limited environment, which enhances its energy density, reduces moisture content, and makes it more hydrophobic. Torrefied wood is primarily used as a renewable fuel, similar to coal, or in composite materials. Moisture content plays a critical role in the torrefaction process, as high moisture can affect process efficiency and the final product’s energy content.
The IR-3000 Near-Infrared (NIR) Moisture Sensor provides accurate, real-time moisture measurements throughout the production process, helping ensure optimal results.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability
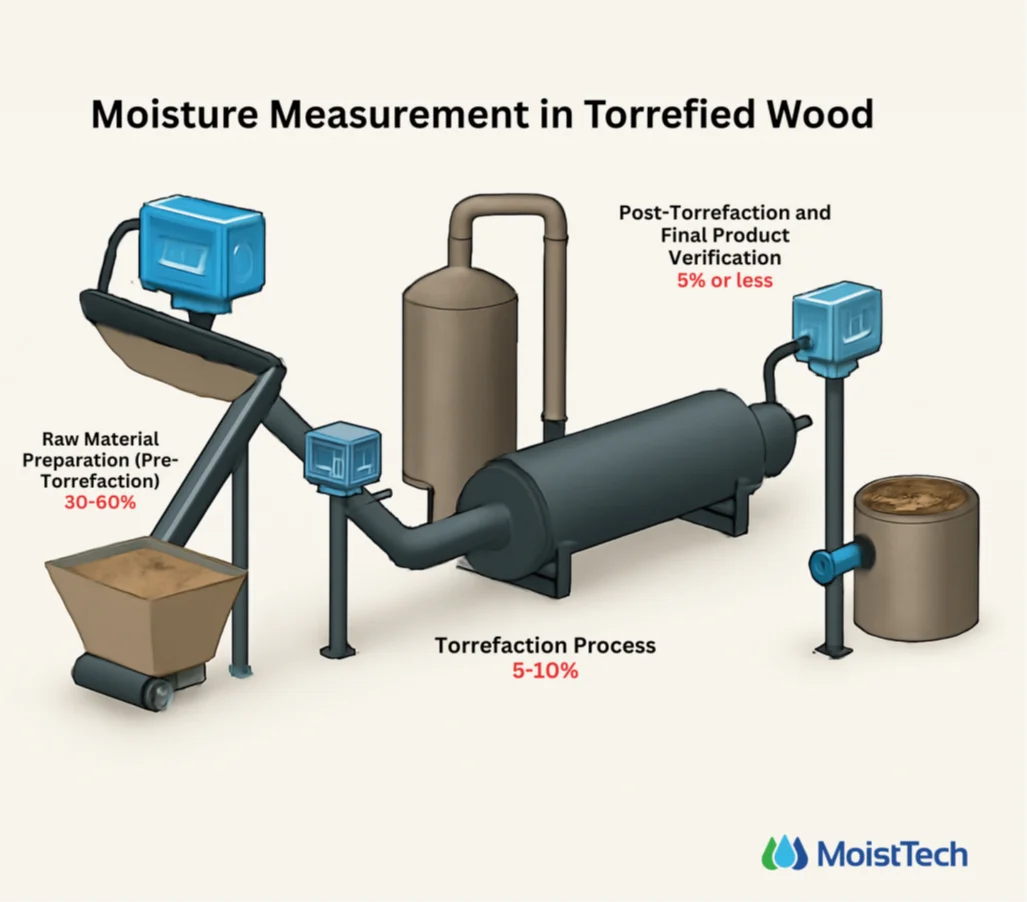
RECOMMENDED MEASUREMENT LOCATIONS
1. Raw Material Preparation (Pre-Torrefaction)
Moisture Range: 30–60%
Sensor Placement: Before the raw wood enters the torrefaction chamber.
Benefit: Ensures the wood enters the process with the proper initial moisture content for more efficient drying and heat treatment.
2. Torrefaction Process
Moisture Range: 5–10%
Sensor Placement: During the heating phase, as the wood undergoes thermal treatment in an oxygen-limited environment.
Benefit: Continuous monitoring helps ensure uniform heating and efficient moisture removal, which improves energy content and helps prevent overheating.
3. Post-Torrefaction and Final Product Verification
Moisture Range: ≤ 5%
Sensor Placement: After the wood has been torrefied and is ready for storage or shipment.
Benefit: Final moisture verification ensures the torrefied wood meets the required moisture specifications for fuel or other applications.
Understand the Process
Many biomass materials are produced as byproducts, residues, or wastes from some other processes, operations, or industries. Most of these have valuable energy content that can be usefully channeled into fuel.