Overview
Biomass encompasses a wide range of organic materials, including agricultural residues, forestry by-products, grasses, waste fibers, bark, sawdust, husks, shells, and municipal organic fractions, used for combustion, gasification, pelletization, and renewable energy generation. One of the most critical variables in biomass processing is moisture content, which directly affects handling, combustion efficiency, drying load, fuel value, emissions, and product quality.
Because biomass feedstocks come from diverse sources and exhibit significant natural variability, continuous online moisture measurement is essential for achieving consistent process performance. MoistTech’s IR-3000 NIR moisture sensor provides instant, non-contact measurements, enabling operators to maintain stable moisture levels across fluctuating material streams.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
Incoming Biomass Feed / Storage Reclaim
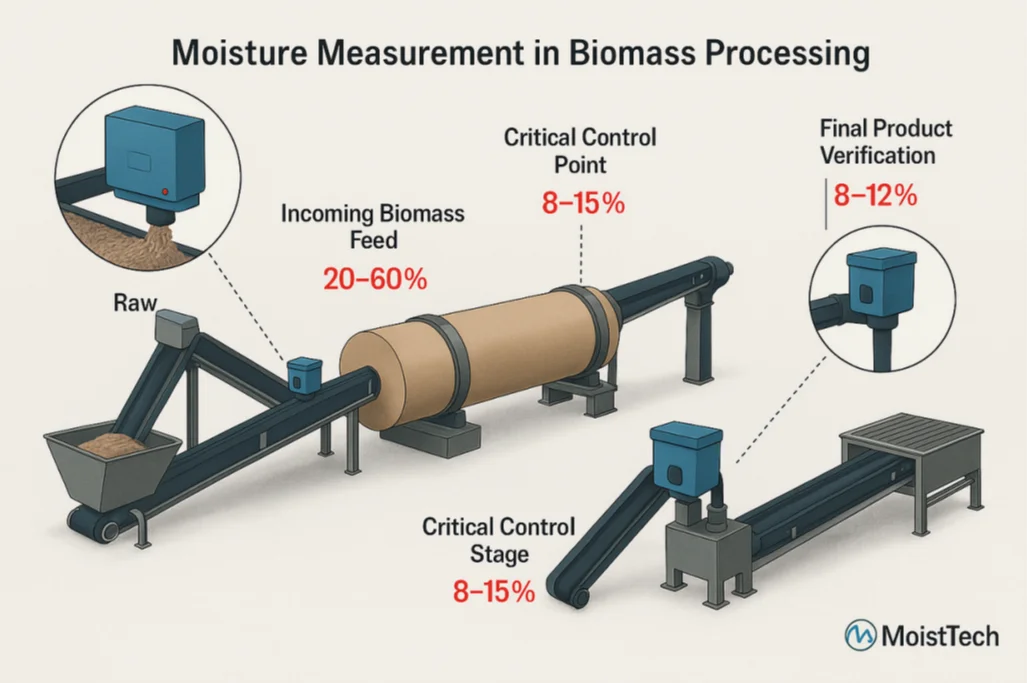
Moisture in raw biomass can vary widely based on species, weather exposure, storage conditions, and particle size. Typical ranges can be anywhere from 20–60%. Measuring at this stage helps operators balance the feedstock blend, adjust dryer load, and identify excessive moisture before processing.
Post-Dryer / Conditioning Stage
This is the critical control point. Continuous online moisture measurement helps prevent over-drying, avoid under-drying, and stabilize the biomass entering combustion, gasification, or densification. Typical target moisture after drying is 8–15%, depending on the end use.
Final Product / Pre-Use Verification
Whether the biomass is used for boiler fuel, co-firing, briquetting, or storage, verifying final moisture is critical for optimal combustion, reduced emissions, preventing microbial spoilage, and improved storage stability. Final product moisture often ranges from 8–12%, depending on application requirements.
Incoming biomass feed typically ranges from 20–60% moisture, the critical control point targets 8–15%, and final product moisture often ranges from 8–12%. The IR-3000 provides ±0.1% accuracy and is well suited for dusty, abrasive biomass environments without routine maintenance.
Understand the Process
At MoistTech, our goal is to assist those who are involved in processing and manufacturing wood fiber to get accurate readings on the moisture in their product, so that only the highest quality is delivered to their customers.