Overview
Moisture control in wood chips is a critical determinant of both process efficiency and final product quality across pulp, pellet, and biomass operations. Wood chips naturally exhibit wide variations in moisture depending on supplier, species, weather, season, and storage conditions. These fluctuations directly affect dryer load, steam demand, fiber consistency, pellet press performance, and overall energy consumption.
Most mills weigh wet chips but pay suppliers based on dry-weight fiber content. Because of this, accurate moisture measurement is essential for calculating bone-dry tonnage (BDT) and ensuring fair, consistent material valuation. MoistTech’s IR-3000 online NIR sensor provides continuous, real-time data at key process points, enabling automatic feed-forward control and material balancing.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability
RECOMMENDED MEASUREMENT LOCATIONS
Raw Wood Chips
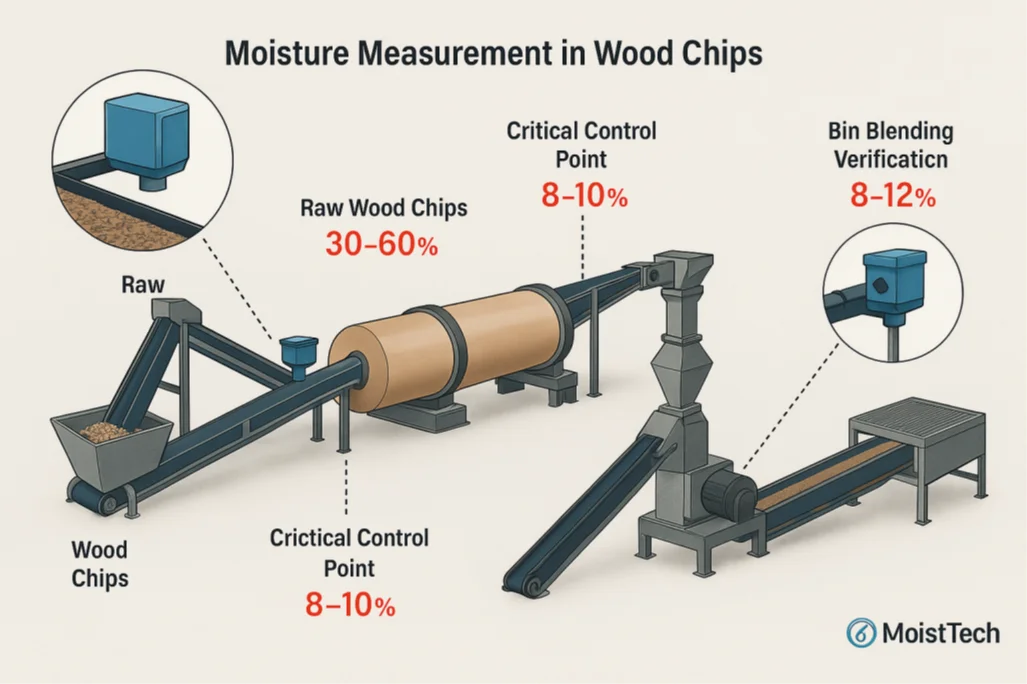
The process diagram on the page shows incoming raw wood chips at 30–60% moisture. Measuring here supports fair BDT calculations, feedstock balancing, and better supplier valuation.
Critical Control Point
The process diagram labels the main critical control point at 8–10% moisture. Measuring here helps improve dryer efficiency, stabilize fiber conditions, and support downstream process consistency.
Bin Blending Verification
The process diagram shows bin blending verification at 8–12% moisture. Measuring here helps maintain blending accuracy and more uniform feedstock preparation.
Continuous moisture data gives operators better visibility and enables immediate decisions at the source, reducing variability and improving material balancing.
Understand the Process
MoistTech sensors feature unique technology that can calculate measurements through the near-infrared region (NIR) of the electromagnetic spectrum, to accurately measure and control moisture from lab to line.