Overview
Wood fiber, made from processed wood, is a versatile material used in a wide variety of industries, including the manufacturing of composite boards, insulation materials, and textiles. Moisture content plays a key role in the handling, mixing, and final quality of wood fiber-based products.
The IR-3000 Near-Infrared (NIR) Moisture Sensor provides accurate, non-contact moisture measurement, ensuring consistent quality in wood fiber products while optimizing production efficiency.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
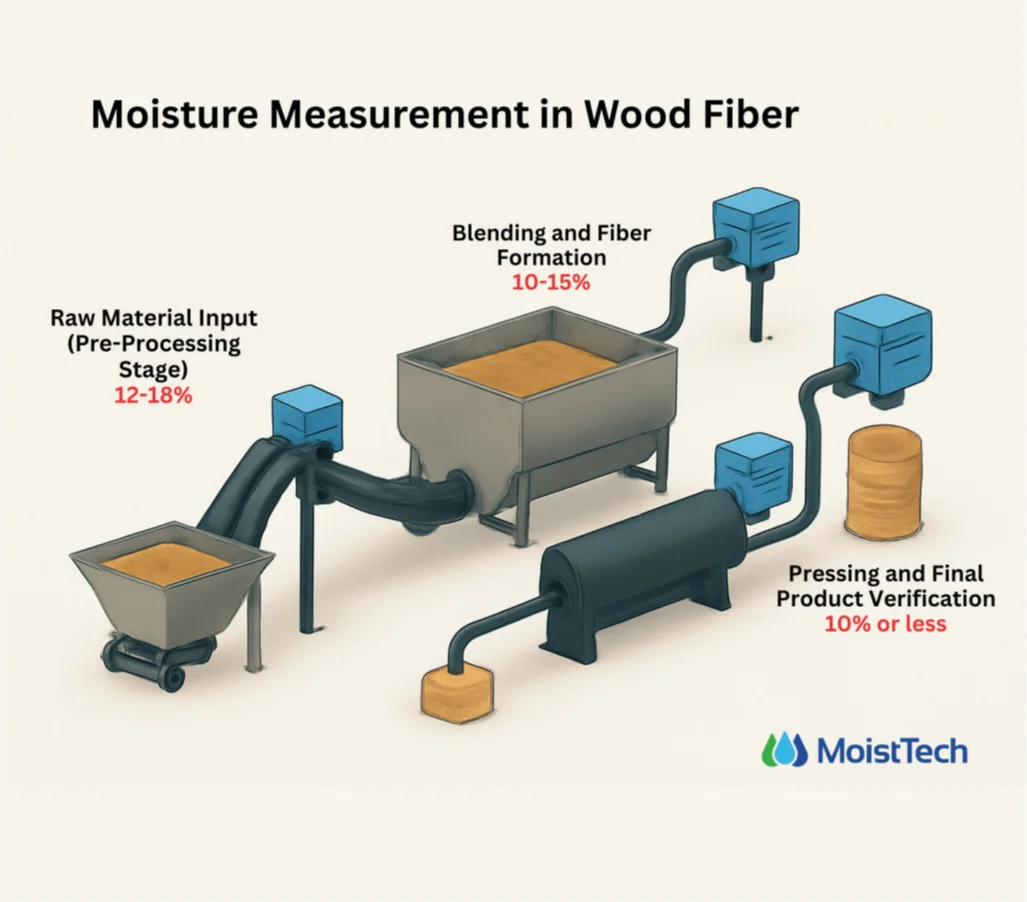
RECOMMENDED MEASUREMENT LOCATIONS
Raw Material Input (Pre-Processing Stage)
Moisture Range: 12–18%
Sensor Placement: Positioned at the intake stage where the raw wood fiber is received and prepared for further processing.
Benefit: Monitoring here ensures the wood fiber has the correct moisture content for efficient processing, especially when combined with adhesives or resins.
Blending and Fiber Formation
Moisture Range: 10–15%
Sensor Placement: During or after the blending process, when the wood fiber is mixed with other materials such as resins or additives.
Benefit: Ensures the moisture content remains within optimal limits for efficient fiber bonding and helps prevent clumping or poor bonding.
Pressing and Final Product Verification
Moisture Range: ≤ 10%
Sensor Placement: After the pressing or drying process, before the product is packaged or sent for further finishing.
Benefit: Verifying moisture at this stage helps ensure the final wood fiber product meets specifications and prevents problems such as warping, mold growth, or poor texture.
Understand the Process
Wood fiber moisture can affect many aspects about the wood or wood-based products. It is important for those involved in the manufacturing of wood fiber products to have accurate readings on moisture content in order to deliver top-quality products to their customers.