Overview
Efficient and consistent moisture control is essential in the wood pellet manufacturing process. Moisture plays a direct role in pellet durability, density, combustion performance, energy usage, and overall production efficiency. MoistTech’s IR3000 Near-Infrared (NIR) moisture sensor provides instant, non-contact, continuous moisture measurement at critical stages of pelletizing, empowering operators with real-time data to optimize quality and maximize throughput.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
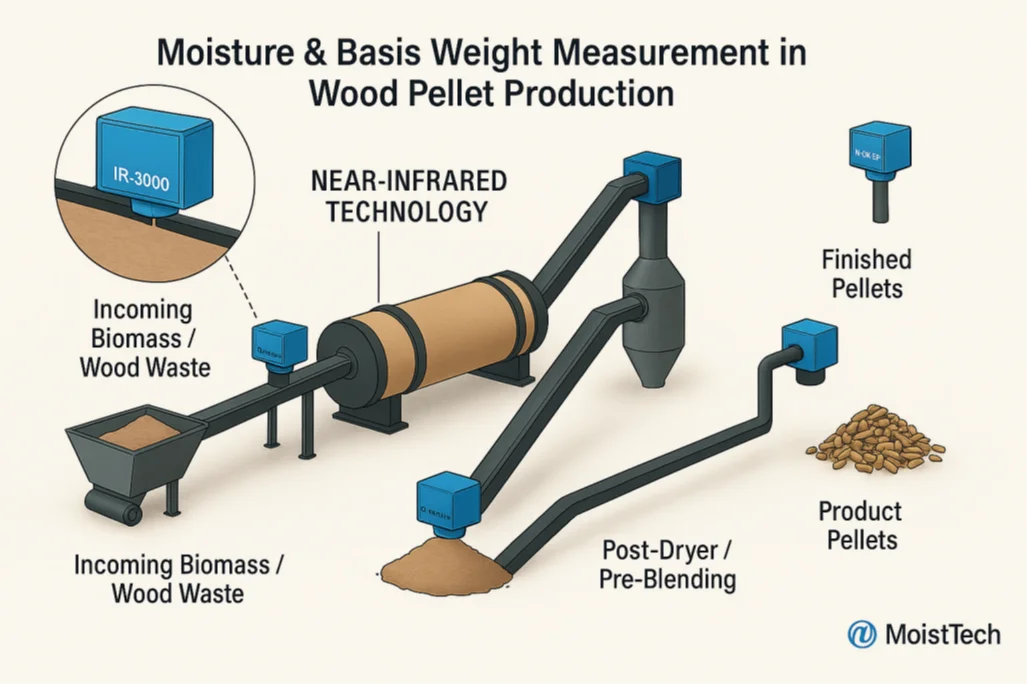
RECOMMENDED MEASUREMENT LOCATIONS
Incoming Biomass / Wood Waste
Measures inbound material moisture before refining and drying. The page notes that feedstock moisture consistency is critical because fluctuations directly affect pellet quality, mill performance, and overall process stability.
Post-Dryer / Pre-Blending
Measures moisture after drying to help prevent over-drying or under-drying before the blending stage.
Post-Blender / Pre-Pellet Mill
Measures moisture before densification so operators can maintain the ideal range for pellet formation and durability.
Finished Pellet
Verifies final pellet moisture to support durability, density, combustion performance, and reduced fines.
Even small moisture deviations of about 1% can noticeably affect pellet durability and performance, while larger variations of 3–5% can make producing a durable pellet nearly impossible.
Understand the Process
Making pellets is a fairly straightforward process from a 30,000-foot view, we feed biomass into a pellet mill die chamber and the rolls work to press out a beautiful pellet with a high quality sheen right? Not so fast, there are several metrics that must be considered when it comes to making a quality pellet day in and day out.