Rice Moisture
Contact Us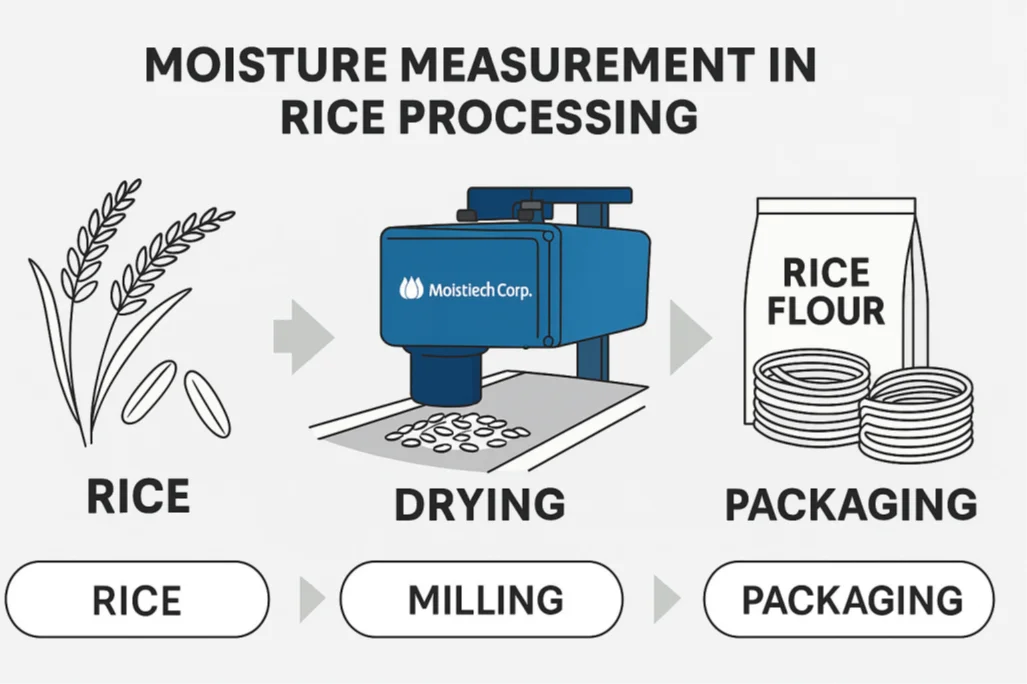
Overview
Accurate moisture control is a critical component in the rice production process, directly impacting product quality, energy consumption, and profitability. Improper moisture levels can result in excess drying costs, spoilage during storage, reduced milling yield, and loss of product weight and quality. MoistTech’s advanced NIR moisture sensors provide real-time, non-contact measurement to ensure consistent quality throughout the drying, milling, and packaging stages.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
Above Conveyor Belts During Drying
Used to monitor rice moisture during the drying process and prevent over- or under-drying.
At the Mill Outlet
Used for product verification after milling.
In Storage or Packaging Lines
Used for final quality control before storage or packaging.
Moisture data is displayed on an external monitor or PC, allowing for manual or automated process adjustments to maintain consistent quality. The IR-3000 provides continuous, non-contact moisture analysis with instant, repeatable results and seamless PLC integration.
Understand the Process
Ask us how we can help improve your rice production line – no obligation quotes and anticipated accuracy results for your individual product! MoistTech’s NIR technology can provide your production line with the increased efficiency and reduced downtime it needs to maintain the proper rice moisture levels.